NC Press Brake & CNC Press Brake
Our range of NC and CNC sheet metal Press Brakes is extensive and of peerless quality. That means the very best machine for your requirements is right here at your fingertips. With years of knowledge and experience combining with our in-depth understanding of a wide range of applications, we strive to recommend the most suitable Press Brake for your specific needs.
Press Brake NC & CNC Press Brake
Do you know the production process of all NC&CNC Press Brakes ? As the world’s largest production facility for press brakes, I can learn about the manufacturing process through video. KRRASS brand press brakes have exhibition halls in most countries in the world. If there is no exhibition hall, you can also enjoy the display press brakes through KRRASS’s direct customers. If you are choosing a bending machine you can contact us.
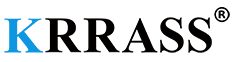
The WC67K NC Press Brake
The WC67K NC series of Hydraulic Press Brake are affordable and versatile with many features normally found on more expensive ranges. They are the ideal choice for tasks such as box folding, tread plates and heavy duty usage, bringing adaptability and versatility without the hefty price tag.
Built to serve
The WC67K NC series use a heavy duty welded steel frame, hydro mechanical balancing by means of a strong torsion bar to ensure a long and reliable working life. Capable of handling bending lengths up to 6000mm and from 35 to 400 tonne capacities, The WC67K NC Press Brake remains a popular choice.
A wealth of features
The WC67K NC series feature a pre-set, two-speed bending cycle giving fast approach, slow bending and fast return. The back gauge system is motorised and there are digital readouts for the top beam. The 3-function foot-switch with normal bending and beam pause at any stroke point, along with automatic beam return upon release of foot-switch ensure easy operation as well as excellent accuracy. Fiessler laser guards are fitted to the top tool giving unrivalled access and safety. One set of tooling is supplied with the machine.
Optional extras
The WC67K NC series comes with a range of optional extras such as programmable (NC) control for Y (stroke) and X (backgauge) axes, 750 mm backgauge length (instead of the standard 600mm), top tool quick release clamps and an anti-deflection system, as well as additional front support arms and backgauge fingers if required.
Specifications overview
- Side and rear guards with electrical interlocks are fitted as standard for increased safety
- WC67K machines range from 35 tonnes through to 400 tonnes
- European style top tool holders with wedge adjustment
- Supplied with digital readouts for stroke control and for the power back gauge position
- Pendant control unit
- Laser guards
- Tooling supplied
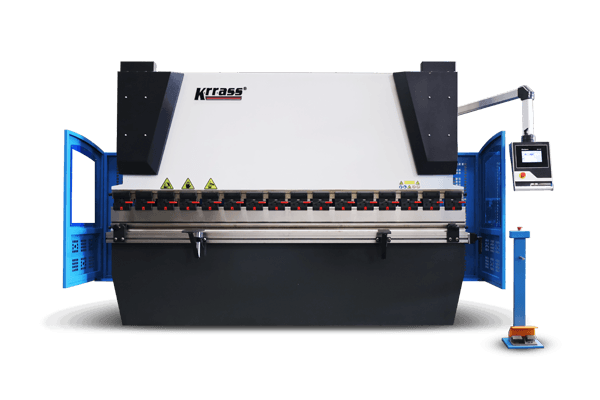
The MB8 CNC Press Brake
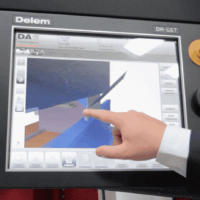
Capable and cost effective, the MB8 CNC hydraulic series offer CNC control in the form of the easy to use, intuitive new DELEM DA53T,DA58T,DA66T touch screen CNC controller, enabling offline programming via PC. The CNC software also features a large tool library and the ability to perform 2D auto bend sequence computations. The software enables full offline 2D graphical view programming, transferrable to the controller via USB flashdrive.
Introducing automation
The MB8 CNC series offers the ability to perform complex operations easily, ideal for high volume production and consistent, accurate work.
With three axes as standard, (Y1, Y2 & X) the MB8 CNC machines have the capacity to go up to seven axes thanks to the CNC Z and R axes on the back gauge and crowning systems. The Y1 and Y2 axes are both fully synchronised, accurate to 0.01mm with proportional valve technology. The range also boasts a fast CNC back gauge with AC servo drive and Euro style top clamps with intermediaries and quick release tool clamps.
Heavy Duty intelligence
The MB8 CNC range of press brakes is available in an impressive range of tonnage options and all feature a strong rigid welded monoblock frame to withstand deflection under load. A wide range of accessories are available to fully tailor the MB8 CNC to your own unique requirements. The range spans 1600mm X 50T all the way up to 6000mm X 600T capacities to ensure that, whatever your fabrication needs, the MB8 CNC press brake can deliver.
Optional extras
Extras for the MB8 CNC series of press brakes include either manual or CNC controlled bottom tool crowning, extra backgauge fingers, extra front support arms and the DELEM DA69T 3D colour graphical CNC controller.
Specifications overview
- Bend accuracy up to five times more accurate than conventional press brakes
- Hydraulic ram travel guided in low friction slideways
- Ventilated electrical cabinet.
- Rear guard with photo cell safety beam
- Sectionalised goose neck top tool and
- Sectionalised multi-vee bottom die
- Fiessler AKAS laser front light guards
The PBS CNC Press Brake
The Morgan Rushworth PBE CNC series of press brakes has been designed and crafted with an ethos of heavy duty quality. Tonnages go up to an impressive 1000T and the range also features the DELEM DA66T touch multi-axis CNC controller, delivering the ability to handle complex, multi-bend operations quickly and easily. Touch screen control is quick and easy thanks to the user-friendly interface. There is also the option of preparing the production off line on a PC with the software provided, enabling feasibility checks prior to production.
True Automation
Through a combination of intelligent software and heavy duty, innovative design the PBE press brake series deliver the potential to automate your business and deliver consistent, accurate quality time and again. Multi-bend, complex operations can be managed easily, removing operator error and over bending while AKAS laser tooling guards and high approach/return speeds are featured for production bending.
A wealth of choice
The PBE CNC press brake series is available in a range of capacities from 1250mm x 40T machines up to 8100mm x1000T models and the comprehensive range of options below deliver the potential to fully ‘tailor’ the range to your specific requirements.
- Cybelec ModEva 12S/15S 3D graphical CNC control
- Cybelec ModEva 15S 3D graphical touchscreen CNC control
- Delem DA66W 2D graphical CNC control
- Delem DA66T 2D graphical touchscreen CNC control
- Delem DA69W 3D graphical CNC control
- Delem DA69T 3D graphical touchscreen CNC control
- X1 + X2 axes
- R or R1 + R2 axes
- Z or Z1 + Z2 axes
- Additional Back Gauge
- Finger
- Quick Release Tool
- Clamps
- Mechanical or CNC motorised crowning to bottom tool
- Brush table for front support arms and additional sliding front support arms
- Sheet follower support arms controlled by the CNC
- Parking area for sheet follower support arms – one per side
- Laser Angle Measuring System
Specifications overview
- Full synchronisation of Y1 + Y2 axes with proportional hydraulic valve system and constant monitoring by
- CNC system to +/- 0.01mm accuracy
- CNC-controlled X axis ball screw backgauge with servo drive motors
- Heavy duty Steel mono-block construction
- High approach and return speeds for production bending
- 2 sliding front support arms with linear guide rails for lateral adjustment and hand wheel for height adjustment.
- Polished chrome plated and ground cylinders
- 2 micrometric backgauge finger-stops with lateral adjustment
What is a Press Brake?
Simply put, a Press Brake is a piece of machinery used for the purpose of bending sheet and plate metal into pre-determined shapes. The Press Brake achieves this by clamping the material between a matching punch and die.
They can be mechanical, hydraulic, servo-electric or pneumatic. Each type has its own advantages and drawbacks so choosing the right one for your business and type of work is important.
Choosing the right Press Brake for you
Deciding which Press Brake is right for you can involve several factors, for example would it be a better option than an H-frame or a dedicated folding machine? Both perform very similar functions but might struggle to match a Press Brake in five very important areas.
Material Thickness
Folding machines are certainly suitable for bending materials at the thinner end of the spectrum. However, one of the key plus points of a Press Brake is its undoubted ability to consistently fold materials of any thickness. Add in the benefits of CNC controls taking care of the correct tonnages and automating the process and it’s clear to see one of the key benefits of a Press Brake.

A wider range of tooling options
Another potential plus point for those considering a Press Brake is the sheer variety of tooling available to enhance the versatility and flexibility of your production. Deep bends, safe edges and box and pan applications can all be taken care of with relative ease. Add to this the benefits of CNC control, so a wide variety of bends, safe edges and box and pan folds can all be safely stored, ready when needed; the result will be automated, fast and simple operations for your business.

Speed and Accuracy
Speed and accuracy are both factors where CNC Press Brakes really shine , delivering high production cycles and consistent throughput. Conventional folding machines still have their place for much lower production cycles and can perform well in trained hands. H-frames too have their place if accuracy isn’t important and tonnage is considerable.
Costs versus growth
Press Brakes, like all machines require an initial investment, particularly when compared to H-frames and folders. However, when the speed and accuracy mentioned above is taken into account, together with the improved quality and sheer convenience that comes with CNC control, a Press Brake is a piece of equipment that pays for itself sooner rather than later. Further, the benefit of shorter turnaround times will earn your business a stronger reputation.

Future-proofing your operations
Every successful business demands a level of growth, therefore choosing the equipment that facilitates that growth whilst also keeping pace with changes in your customer’s needs is a wise move. Press Brakes have the potential to deliver the automation and increased productivity you might need.


NC or CNC Press Brake Control?
A very good question and one which we come across a lot, NC Press Brakes served our industry incredibly well for many decades and continue to be very much in demand today. CNC Press Brakes, though, are steadily becoming the standard.
There are a number of very good reasons for that:
Reliability and consistency are two of the most prominent. Conventional Press Brakes require a level of skill and experience to achieve consistently high quality and accurate folding of material; something that requires time and the right operator. CNC Press Brakes are much more automated meaning that more complex tasks can be performed by anyone, anytime.
CNC control is the intelligent working brain of your Press Brake delivering computing power, the ability to store any combinations of bends and folds your business needs and, importantly, the ability to recall them and instruct the Press Brake to produce as many of them as you need, all at the touch of a button.
Saying farewell to expensive outsourcing has long been a dream of many businesses looking to expand into new areas and offer a wider array of services. CNC press Brakes allow you to bring your work under one roof without relying on expensive external services. More and more companies who are looking to replace older NC Press Brakes are realising that the initial investment in CNC control is a move that pays for itself sooner rather than later.
The Working principle of an NC & CNC press brake

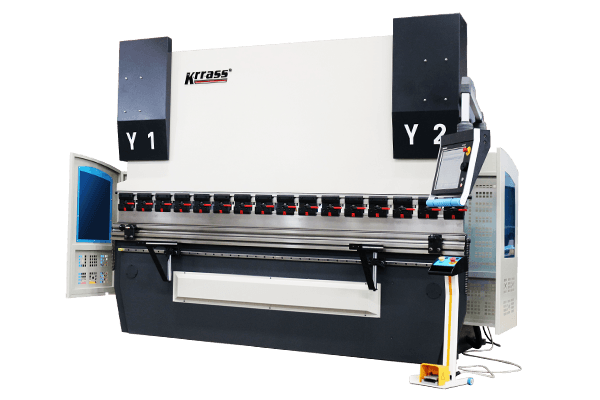
Press brake tooling
Both NC and CNC Press Brakes rely on tooling to perform accurate bends efficiently, top tools (otherwise known as punches) and bottom tools (dies) work in unison to bend the materials, which are typically sheet and plate metals, into pre-determined shapes.
While each Press Brake can vary according to cost, energy usage, power and automation, each one follows this same principle of punch and die working together, making it vital to use the correct combination.

There is a wide variety of punches and dies to choose from, from standard combinations to acute and narrow punches, swan necks and the more exotic sounding dies such as Multi-Vee, Single-vee and flatting/hemming dies. Combinations can even be made to unique specifications and requirements which you use can depending on Press Brake parameters like maximum bending forces, stroke length and material parameters. Also, knowledge of your machine and the materials you are working with are all important.
Die height, die point radii and a range of other factors need to be ascertained to ensure the use of correct punch and die combinations. While there are formulae to work everything out accurately, getting in touch with the Selmach after-sales team for help and advice is a better option.

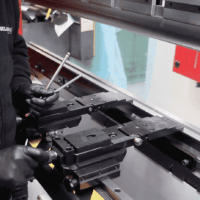
Press brake tool alignment
Setting your Press Brake up the right way and safely managing processes is crucial, both to the quality of your work, the life of your Press Brake and its tooling and the safety of the operator.
Alignment can be achieved in several different ways, depending on your model of Press Brake.
Fast-clamp systems are a common feature on many machines with the punch safely locked in place with a single clamp in combination with a self-aligning die.
WILA systems are an automated feature typically found on higher end Press Brakes. Self- alignment is achieved on WILA systems through the combination of a press button hydraulic clamping open and close facility. The result is a much more straightforward process for your operators.
Multi-Vee Press Brake dies have perhaps the most time consuming method of alignment as the process is not automated. Top toolings are typically fast-clamped in the familiar way, bottom toolings however are aligned by placing the machine in slow speed mode and adjusting manually and visually. This can be seen in greater detail over on the Selmach YouTube channel.
The Press Brake Backgauge
The Press Brake Backgauge plays an important in the machine’s everyday use. Knowing how to re-align it and reset the datum on both the machine’s probes and the CNC computer software is an essential skill that can easily be learnt with simple step-by-step instructions.



Press Brake Safety
An important part of our knowledge base is the topic of safety. Where our Press Brakes are concerned one of the major topics is hand safety and slow-speed safety. If any side gates are open on the Press Brake the foot pedal controls will not work. On pressing the reset switch on the control panel the foot pedal will automatically engage the slow speed function.
The Press Brake can now be safely used with the slide fences open in slow speed mode.
Fast approach mode is guarded carefully by laser guards, with the machine automatically stopping the instant the laser beam is broken by the operator. It is vital to remember this feature will not apply in slow approach mode. It is possible to program speeds down to 0.1mm/s into and out of the material folding process, making it safer for operators to move heavy sheet and plate materials with the minimum of strain.
From time to time you will need to change the top toolings on your Press Brake. When that is done resetting your machine’s laser light guards is vitally important for safety. The Selmach Knowledge base has a detailed written and visual guide on how to set the laser guards on Morgan Rushworth Press Brakes safely and simply.
Press Brake Maintenance Checklist
A Press Brake, much like any machine, represents an investment. Well maintained, it will deliver reliable service for many years. To keep it in the best possible condition, good maintenance should focus on three key areas.
- Regular cleaning
- Greasing and Lubrication
- Oil changing
Cleaning should focus around the backgauge area and include liberal use of a product such as WD40. Greasing needs familiarity with the location of all your Press Brake’s grease nipples with a check every two months advisable and around three pumps of grease to ensure bearings stay lubricated. Old hydraulic oil must be replaced, never topped up. You will need to remove your machine’s plug and pull the lever to drain the old oil into an appropriate container for specialist collection before removing the lid of the oil tank and replacing with new oil.
An in-depth guide on the finer points of keeping your Press Brake in clean, safe working order can be found here.

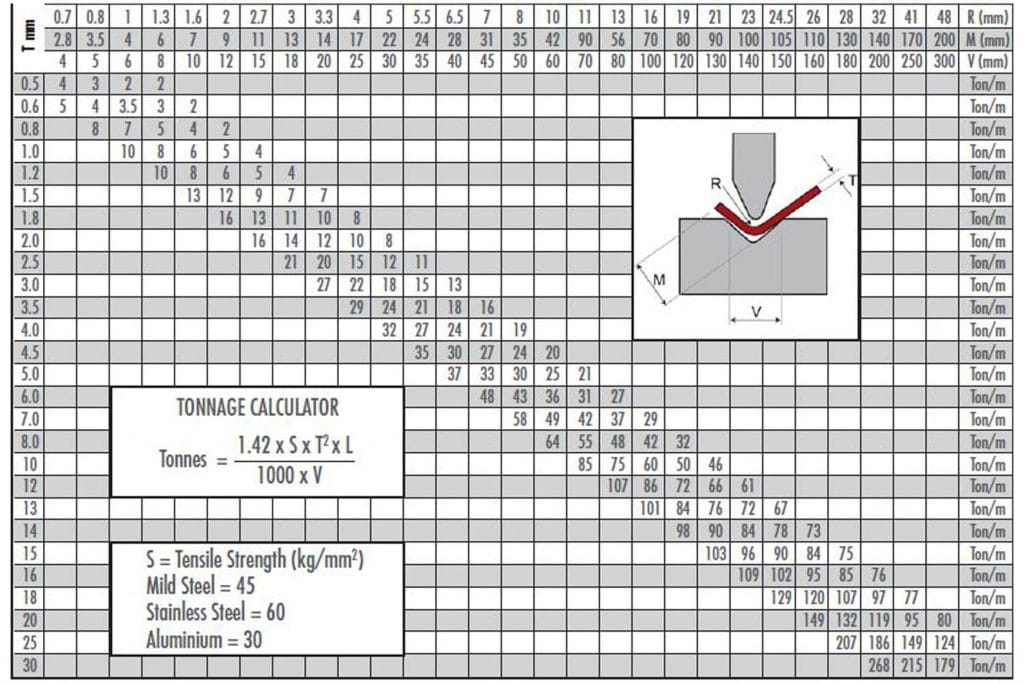
Press Brake Tonnage & Vee Sizes
It can be an almost impossible task for the uninitiated to work out the tonnage required for the material that is being fabricated and with such a wealth of Vee sizes it can be hard to know which is right.
Conveniently, all of our Press Brakes at Selmach come with a chart on the side with clear and concise information on tonnages required for every task.
For Vee sizes, the important calculation for material up to 3 mm, is 6-8 times material thickness equals the required Vee size. For anything over 3mm we must go up to 10-12 times the material thickness.
So if, for example, we need to bend a 2mm thick plate, we multiply thickness of 2mm by 6 and we know our Vee size needs to be 12mm (2 x 6 = 12).
If we were bending 10mm plate, we should multiply that figure by ten to give us a 100mm Vee size (10 x 10 = 100).
The tonnages (per linear meter) that are needed can be seen on the chart as per the step by step guide.
Press brake Programming and Setup
The Press Brake Squaring Arm
Set up in moments and capable of helping the operator to gain complete accuracy and the most out of every piece of material, a Press Brake squaring arm is a relatively simple instrument that can quickly become invaluable.
Compatible with every Press Brake die with a flat surface, it allows for accurate bending of small parts or longer thinner sheets with precision.
For a detailed look at the Press Brake squaring arm and how it works, see our knowledge base article and visual guide on the KRRASS YouTube channel.
The Press Brake Robotic Arm
Robotic arms such as the Antil APR take the next step in making bending operations possible with even less operator intervention. It has five axes (three linear and two polar) making it manoeuvrable and easy to use. The Antil APR also features an automatic switch-off system, giving it the potential to run unattended at any time of day or even night.

NC & CNC Press Brake Axes
Understanding how a Press Brake performs the tasks it is given is just as important as knowing how to use the machines themselves, understanding the various axes is an important part of that knowledge.
The Y axis:
Broken down into Y1 and Y2, these work independently on the top tooling, giving the beam an even drop and can be adjusted separately.
The W axis:
Crowning can be a problem for heavier workpieces. The W axis makes the adjustments needed, focusing on the centre of the beam to counteract crowning and bowing.
(More information on how to manually set up and adjust crowning can be found here)
The Z axis:
The Z1 and Z2 axes can be adjusted independently. Particularly useful when working on small parts or constantly adjusting the width of your Press Brake’s fingers, this axis can be programmed to automate that process, saving time.
The R axis:
Controls the backgauge’s bar height which can prove invaluable if bending a sheet then placing another bend further along the same length.
The X axis:
Takes control of the backgauge’s forwards/backwards movement.
You may need to correct the X and Y axes on your Press Brake from time to time; fortunately the Selmach knowledge base has a written and visual guide on how to do it simply here.
Parking CNC Press Brakes using CNC controls
Again, this is a task that should be performed routinely, yet can often be avoided through fear of something going wrong. Thankfully it is a basic task and one that Selmach have covered extensively with our knowledge base articles and visual tutorial.

Referencing CNC Press Brakes using DELEM controls
What is seen as a relatively simple process on a manual Press Brake can cause concern with a CNC machine. The good news, as our step-by-step guide shows, is that it is not as complex as it might sound.

Referencing CNC Press Brakes when switched off with the beam up
This is another task that is part of good housekeeping and safety. It is a procedure that varies according to whether your machine’s top beam is in the upper or lower position. Often operators might come to use the Press Brake with the machine switched off and the beam in the upper position. Good practice is to reference the machine and here is exactly how to do it quickly and safely.
Adjusting backgauges, datum and probe settings
These are all important skills to know when troubleshooting issues with your Press Brake. Re-aligning backgauge bars, resetting the datum on your machine’s probes and resetting the datum on the onboard computers can solve a wide range of problems.