Italy DSP Laser Instruction Manual For CNC Press Brake

1. Foreword
Purpose of this manual is to inform both the technical personnel responsible of the installation (manufacturer or who overhauls the press brakes, from now on pointed out for easiness in writing only with the term of manufacturer) and the user of the machine, where the device will be installed, about the operations of assembly, installation, use and maintenance of the equipment.
The information relevant to the use of the machine must be integrated with the information contained in this document.
The instructions are addressed to the manufacturer’s personnel charged to integrate the equipment into the press and to the user’s personnel of the press who executes the normal working operations, once the device is installed (use, adjustment, maintenance, etc.).
The installation of the device presupposes a minimum technical knowledge and even the compliance with the current laws relevant to the safety in the working places and to the fire prevention.
The manual must be kept, both by the manufacturer and by the user of the machine, with care and in a place such to be immediately available each time it is necessary. Contact Nuova Elettronica for clarifications, explanations or to ask for possible additional copies or updates of the manual itself.
Nuova Elettronica reserves the right to execute changes to the production and to the manual without the obligation to update the production and the previous manuals.
1.1. General Information
This manual has been issued by the manufacturer of the equipment and constitutes an integral part of the equipment itself.
It defines the purpose which the equipment has been manufactured for and all theinformation in order to ensure a correct and safe utilization.
Nuova Elettronica, in pursuing a policy of constant development and update of the product and combining the evolution of the “state-of-the-art” of the laser safety devices for the pressbrakes, can make changes without any notice.
Nuova Elettronica declines any responsibility for changes made to the device by the user.
2. Symbols used in the manual
The important information has been highlighted and accompanied by the word:
Technical information of major importance is highlighted with bold font.
3. Warranty
The manufacturer ensures his own products for a period of 12 months from the sale date.The warranty covers the parts of the device, if it is demonstrated that they are faulty inmaterials or assembly, respecting the following conditions:
1) With warranty we mean the replacement of all those parts which have been found faulty for manufacturing in conditions of normal use.
Warranty is not valid if not accompanied by the copy of the invoice attesting the purchase.
Moreover, the warranty is not valid in the following cases:a) any kind of tampering of the device;
- b)use ofthe device in modes not in compliance with the warnings reported in this manual;
- c)damages caused by the not suitability of the environment where the device works and phenomena not depending on the normal operation (e.g.: wrong voltage or frequency values of the mains);
- d)repair interventions carried out by persons or Technical Service Centres not authorized by Manufacturer;
2) The costs and the risks of the transport, of the packaging and of the possible labor necessary for this purpose are at Purchaser’s charge.
3) The replacement of the device, as even the extension of the warranty after the intervention for fault, is excluded.
4) No refund is foreseen for the possible inactivity period of the device during the period necessary for the repair.
4. Technical Service
Technical and Repair Service, as the replies to the request of specific information orexplanations, are provided directly by the equipment manufacturer.
5. Contents
- Foreword………………………………………………………………………………………………………1
1.1. General Information ……………………………………………………………………………….. 1
- Symbols used in the manual …………………………………………………………………………. 2
- Warranty……………………………………………………………………………………………………….3
- Technical Service…………………………………………………………………………………………. 3
- Contents……………………………………………………………………………………………………….4
- Safety precautions ……………………………………………………………………………………….. 6
6.1. Signals of residual risks ………………………………………………………………………….. 6
6.2. Precautions…………………………………………………………………………………………… 6
6.3. Dangers of electrical kind………………………………………………………………………… 6 6.4.
Prohibitions…………………………………………………………………………………………… 6 6.5.
Checks…………………………………………………………………………………………………. 6 6.6.
Spare parts …………………………………………………………………………………………… 7
6.7. Decommissioning…………………………………………………………………………………… 7
- Key……………………………………………………………………………………………………………… 8
- Planningsafety measures …………………………………………………………………………….. 9
- Introduction…………………………………………………………………………………………………11
9.1. Operating cycle of a bending press-brake………………………………………………….13
9.2. Foreseen use of the DSP LASER device …………………………………………………..14
9.3. Operating principle…………………………………………………………………………………15
- Requirementsnecessary for the correct use of DSP LASER……………………16
10.1. Command circuit of the press-brake………………………………………………………….16
10.1.1. Start and stop…………………………………………………………………………………………16 10.1.2.
Inhibition………………………………………………………………………………………………..16 10.1.3.
Operating modes ……………………………………………………………………………………17
10.1.4. Check of overtravel or stop space …………………………………………………………….25
10.1.5. Interlock of restart …………………………………………………………………………………..28
- Residualrisks………………………………………………………………………………………29
11.1. Risks due to the Laser ……………………………………………………………………………29
11.2. Risks due to mechanical dangers……………………………………………………………..29
11.2.1. Manual sheet support ……………………………………………………………………………..29 11.2.2.
Blanking ………………………………………………………………………………………………..30 11.2.3.
Installation and uninstallation of tools………………………………………………………..31
11.2.4. Work organization…………………………………………………………………………………..31
- Signalsand plate data…………………………………………………………………………..32
12.1. Light indicators: scheme and functions………………………………………………………32
12.1.1. Display of the phase of stop space check ………………………………………………….32
12.1.2. Display of the alignment with four LEDs…………………………………………………….33
12.1.3. Alignment LED……………………………………………………………………………………….33
12.1.4. Display of the lock after 30 operating hours ……………………………………………….33
12.1.5. Blanking and Exclusion LED…………………………………………………………………….34
12.1.6. LED for OSSD outputs in state ON……………………………………………………………34
12.1.7. LED for OSSD outputs in state OFF………………………………………………………….34
12.1.8. Display of the selection of the operating modes………………………………………….34
12.1.9. Display of the Synchronism fault ………………………………………………………………34
12.1.10. Display of the fault of the operating modes ………………………………………………..34
12.2. Identification plates……………………………………………………………………………….. 35
- Installation…………………………………………………………………………………………. 38
13.1. Standard supply …………………………………………………………………………………… 38
13.2. Transport and unpackaging……………………………………………………………………. 38
13.3. Mechanical installation ………………………………………………………………………….. 38
13.3.1. Modules: ALdc, AL1B, AL2B ……………………………………………………………………38
13.3.2. Transmitter and Receiver ………………………………………………………………………..38
13.3.3. Setting…………………………………………………………………………………………………..40
13.3.4. Installation……………………………………………………………………………………………..41
13.4. Electrical connection …………………………………………………………………………….. 43
- Commissioning……………………………………………………………………………………52
14.1. Power supply of the device…………………………………………………………………….. 52
14.2. Adjustment after the installation………………………………………………………………. 52
14.3. Check of the stop space………………………………………………………………………… 55
- Use……………………………………………………………………………………………………..56
15.1. Setting of PCV……………………………………………………………………………………… 56
15.2. Check of the stop space………………………………………………………………………… 56
15.3. Adjustment after the change of the upper tool …………………………………………… 56
15.4. Check of the correct positioning ……………………………………………………………… 58
15.5. Check of the Receiver LEDs…………………………………………………………………… 58
- Maintenance………………………………………………………………………………………..59
- Troubleshooting guide………………………………………………………………………… 59
- Removalof the device and re-installation after repair ……………………………. 60
- Technical characteristics…………………………………………………………………….. 61
- CE Declarations of conformity……………………………………………………………… 62
6. Safety precautions
6.1. Signals of residual risks
- Thedevice DSP LASER has been designed with the aim to eliminate or reduce as most as possible any risk for the user; however in case of improper use, conditions of limited danger, which cannot be completely eliminated, could occur.
- Possible residual risks are indicated in the following chapters of this manual.
6.2. Precautions
- The operations of installation, test and maintenance of DSP LASER must be executed only by qualified personnel who must strictly respect the instructions reported in this manual.
6.3. Dangers of electrical kind
- Place the connection cables in such a way to avoid accidental contacts with objects which can damage them (hot, sharp, abrasive).
- Do not use the device in case of damaged connections cables.
- Avoid the connection cables enter in contact with water or wet surfaces.
6.4. Prohibitions
- Connecting other equipment to the power supply of DSP LASER provided by the AL modules is forbidden.
This operation could generate an overload for the transformer, so compromising the correct operation of it and of the circuits for the emission and the reception of the laser beam and, as consequence, the device control functions.
- Opening of the devices
Given the typical function of the device, opening the TX, RX and AL containers and,least of all, attempting repair operations, is forbidden.
The laser beam used by this device can be dangerous for the sight, if exposed. For the repairs, call only Nuova Elettronica.
TX and RX must be opened only to connect the cables to the relevant clamps or todismount the device which must be sent to repair.
In order to execute this operation,only the rear cover must be removed.
6.5. Checks
- Check the operating voltage of the device before using it.
- The operating voltage has to match the voltage of the local power grid.
- The operating voltage is indicated over the plate located on the TX and RX modules or on the AL module, if used.
The device is not disconnected from the power grid until the TX, RX and, if used, AL modules are physically connected to the electric panel, even if the device looks like off.
Make sure that, if the ALdc or DSPdc is used, the power is derived from a power supplydevice classified PELV.
Stop immediately using the device in case of penetration of liquids or objects in it.
Disconnect the device and make it is checked by qualified personnel.
In order to disconnect the device, refer to the procedure described in the chapter relevant to the removal of the device.
6.6. Spare parts
The spare parts can be provided only by Nuova Elettronica.
6.7. Decommissioning
When you decide not to use the device DSP LASER anymore because obsolete or irreparably faulted, execute the decommissioning making the device itself not operating and free from dangers.
Seal the device inside a robust package and provide to its disposaloperating in compliance with the current laws, asking to the local bodies charged for these operations.
7. Key
DSP LASER = Initials of this device;
ALdc, AL1B, AL2B = Initials of the power supply module. The versions ALdc and AL2B include even the two OSSD with relay;
ESPE = Electro-Sensitive Protective Equipment;
OSSD = Output Signal Switching Devices;
TX = Initials of the transmitter, part of DSP LASER, which generates and radiates the light beam;
RX = Initials of the receiver, part of DSP LASER, which includes the sensitive function, the check and command function and the LED;
REDUNDANCY = Use of more than one device or system or parts of them with the aim to ensure that, in case of fault of a single component in the execution of its function, another component can execute that function;
MONITORING = Safety function ensuring that a safety measure intervenes if the capacity of a component or an element in the execution of its function is decreased;
DETECTION AREA = Area within which the specified test piece will be detected;
DETECTION CAPACITY = Minimum size of the test piece able to be detected;
RECEPTION AREA = Area within which the beam generated by the transmitter is detected by the receiver;
LEAD TIME = Maximum time between the moment when the test piece is inserted in the detection area and the moment when the two OSSD switch to OFF state;
STATE OFF = State where the output circuit (OSSD) is open and cuts the current flow or is at potential 0V if we consider the solid state outputs;
STATE ON = State where the output circuit (OSSD) is closed and allows the current flow or is at potential 24V if we consider the solid state outputs;
COLLIMATION = Procedure allowing the alignment of the laser beam generated by TX at the reception area of RX;
BENDING LINE = Line pointed out by the tip of the punch along all the press;
BENDING AXIS = Axis of the section perpendicular to the punch length;
BENDING SURFACE = Surface of sliding of the bending line during the movement of the punch;
OVERTRAVEL = Space covered by the mobile member after the interception of the detection area of DSP LASER, defined in this manual even with the term: ” STOP SPACE”;
SAFETY = Distance between the punch tip and the lower edge of the detection area,DISTANCE equal to the sum of the maximum overtravel plus 5 mm;
INHIBITION = Automatic and temporary interruption of the safety function by the parts of the command system relevant to the safety.
BLANKING = Function inhibiting part of the detection area;
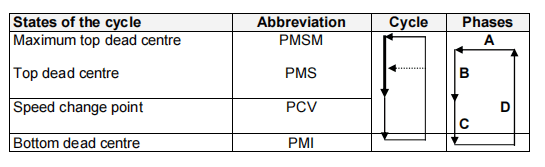
PMSM = Maximum Top Dead Centre: highest point of the stroke reachable by the mobile cross-bar.
PMS = Top Dead Centre: highest point of the stroke generally set by the numeric control, to achieve the wished bend.
PCV = Speed Change Point: point of the closing stroke where the change from fast approaching speed to working speed, lower than or equal to 10 mm/sec, takes place.
PMI = Bottom Dead Centre: lowest point of the stroke of the mobile cross-bar generally set by the numeric control, to achieve the wished bend.
8. Planning safety measures
The device DSP LASER has been designed following the indications provided by the rules:
CEI EN 61496-1:2014 and CEI EN 61496-2:2014, it can be classified as ESPE of type 4. ISO 13849-1, it can be classified as PL=e; SIL3.
The laser contained in DSP LASER is classified as CLASS 1M according to the rule CEI EN 60825-1:2015.
DSP LASER, if correctly installed and used as described in this Manual, is in compliancewith the prescriptions of:
- MachineryDirective 2006/42/CE and relevant rules and reference specifications:
o CEI EN 61496-1:2014 and CEI EN 61496-2:2015o UNI EN 12100:2010, EN 12622:2014, CEI EN 60204-1:2006, CEI EN 60825-1:2015
- LowVoltage Directive 2014/35/UE and relevant reference rules o CEI EN 61496-1:2014
o CEI EN 60204-1:2006
- ElectromagneticCompatibility Directive 2014/30/UE and relevant reference rules o CEI EN 61496-1:2014
o CEI EN 61000-6-3 :2007 + A1:2011 e IEC 61000-6-2 :2016
- The transformer has been designed in compliance with the rule CEI EN 61558-1:2006.
The transmitter generates the emission of a modulated visible laser light which, reaching the receiver, creates a detection area and make this activates the
passage to the state ON of the two OSSD.
We underline that the activation of the receiver is made possible only by the emission generated by the transmitter which is electrically connected to.
An emission generated by an identical transmitter, but not electrically connected with the receiver cannot activate it.

In “state ON” the device DSP LASER is in the phase of active control of the equipment during its operation, while in “state OFF” DSP LASER has
already intervened on the equipment, deactivating its command mechanisms due to the occurrence of a possible danger condition, the intrusion
of an element into the detection area.
DSP LASER is realized with:
- two independent microprocessors to implement the function of control of the detection area, of command of the outputs and, in general, of monitoring of the system;
- two safety solid-state OSSD switching devices protected against the short-circuit.
This type of circuit presents an high redundancy level, with double circuits, which ensures what required by the rule CEI EN 61496-1:2014 to a ESPE device of type 4; in detail, in the normal operation the two OSSD switch to state OFF (in the lead times), when one of the following conditions occurs:
- an intrusion in the detection area· a lack of power supply
- after 30 hours of continue operation
In any condition of dangerous fault of DSP LASER itself, at least one of the two OSSDswitches to state OFF (in the lead times) and maintains this state until when the defect has been removed.
The device DSP LASER is provided with a control circuit which, if interfaced with proper position detectors installed on the press-brake, can implement a function of automatic monitoring of the overtravel in compliance with EN 12622:2014.
9. Introduction
The safety device DSP LASER is a visible laser emission guard which, inserted in a moregeneral control system, contributes to protect the operator in the use of press brakes for thecold working of the metals and is constituted by:
- one transmitter DSP LASER TX powered at 24Vac or 24Vdc,
- one receiver DSP LASER RX powered at 24Vac or 24Vdc which moreover includes: the logic for the control of the operation modes, the function of automatic monitoring of the overtravel and the two solid-state outputs OSSD,
- one DSP LASER AL module (optional) with a series of variations.
Each of them is enclosed within its own case.
The activation of the receiver is made possible only by the emission generated by the transmitter, which is electrically connected to by the synchronism.
An emission generated by an identical transmitter, but not electrically connected with the receiver, cannot activate it.
Main task of “DSP LASER” is detecting, within the limits defined by the detection capacity of the instrument, the intrusion of any opaque physical element
into the “detection area”.
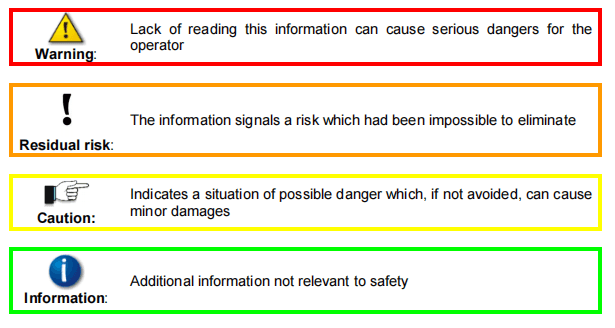
The detection area can be defined as a “laser light solid” which starts from the transmitter and arrives to the receiver and whose section is
represented in Fig. 9.1. The interruption of the laser beams illuminating the receiving elements, causes the detection of the occurred interruption.
The detection of the interruption of one or more of the receiving elements is then managed by the system to issue or not the passage
to state OFF of the OSSD outputs.
The device has been then designed to activate, in dangerous conditions, the functions for the stop of the movement of the dangerous parts.
These functions have been realized providing, in output from the two OSSD, two differentON/OFF electrical signals.
The state ON corresponds to the condition for which the DSPLASER system does not detect the conditions for which the downwards movement of the
machine must be inhibited or stopped, while the state OFF detects them. Various can be the causes for which the outputs are set to the state OFF.
The main ones are: the lack ofcollimation between the two TX and RX components (caused, for example, by the intrusion of an element into
the detection area), the lack of power supply to DSP LASER, 30 hours of continue operation, failed check of the stop space, failure of the DSP LASER
equipment itself.
The main causes of fault or wrong operation are signalled by a precise configuration of the LEDs present in RX. For information see par.12.1.
The OSSD outputs, properly inserted in the electric circuit of command of the dangerous part of the equipment, enable, in ON state,
the possibility to command the movement (startfunction) and, vice versa, to inhibit or stop it in OFF state (stop function).
At last, the management of the procedures of stop, suspension and reactivation of the machine are entrusted to the main control board of the machine itself.
DSP LASER is available in more versions which differ for the following main characteristics:
Blanking type: “Stop&Go” or with “Enabling by operator”
- Central receiver: optional or in different positions, allowing the use with machines whose stop space is included within ranges of different values
- Function of check, at switch-on, of the presence/absence of the stop space· 24Vdc power supply for TX and RX modules
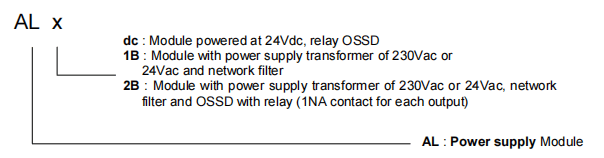
- 24Vdc power module and OSSD relay outputs (ALdc)
- Powersupply module with filter and power supply transformer by 220Vac or 24Vac (AL1B)
- Powersupply module with filter and power supply transformer by 220Vac or 24Vac and OSSD outputs with relay (AL2B)
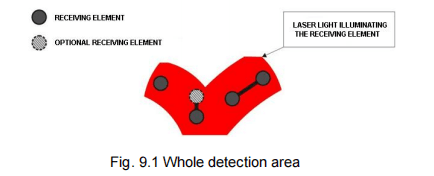
The codes identifying RX module of DSP LASER with the corresponding configuration are:
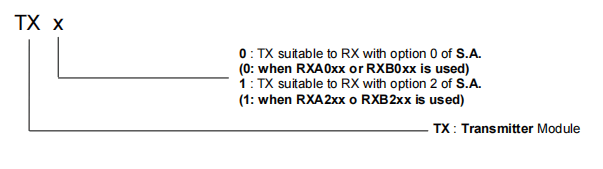
The codes identifying TX module of DSP LASER with the corresponding configuration are:
The codes identifying AL module of DSP LASER with the corresponding configuration are:
The examples here below help to order the proper DSP model.
If you wish to order one DSP LASER module for a machine with stopping distance of 10mm, out-of-stroke test, anti-repetition pedal, Blanking of type A and 24Vdc power supply,the proper code to order is: RX A211 DC.
As consequence, you have to associate the transmitter TX 1.
If you wish the solid state outputs, the auxiliary AL module is not necessary. Otherwise, ifyou wish the relay outputs, even the ALdc module has to be ordered.
If you wish to order one DSP LASER module for a machine with stopping distance of 3mm, WITHOUT out-of-stroke test, WITHOUT anti-repetition pedal, with Blanking of type B and 230Vac power supply, the proper code to order is: RX B000. As consequence, you have to associate the transmitter TX 0.
If you wish the solid state outputs, the auxiliary module AL1B 230Vac will be necessary.
Otherwise, if you wish the relay outputs, the AL2B 230Vac module shall be ordered.For the details relevant to the electrical connection of DSP LASER, see chapter 13.4.
9.1. Operating cycle of a bending press-brake
Here below the operating diagram of the working cycle of a hydraulic bending press-brakewith closing from above is schematically presented.
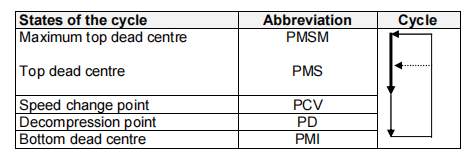
The normal operating cycle foresees the start from the top dead centre (PMS), which doesnot necessarily coincide with the maximum top dead centre (PMSM); in fact, in order tominimize the down times, the stroke of the mobile table is generally limited to the possible minimum value compatibly with the shape, the size and the bends to execute on the piece.
The pressure of a dead-man device (generally a pedal) commands the closing movement with fast speed (faster than 10 mm/s) up to PCV, where the speed is automatically decreased to a value lower than or equal to 10 mm/s.
This speed limit is kept for the entire closing stroke under the PCV until the end of the pressing action. Once the decompression is ended, the punch automatically goes to the PMS.
DSP LASER is connected to the press command circuit in such a way that, if intercepted, itstops the mobile table only during the fast approaching phase (from PMSM/PMS to PCV).In this way, it ensures the safety of the operator against the mechanical dangers (due to the approaching movement of the punch to the die) in the area of the dies: · squashing and/or cutting danger between the punch itself and the die or the piece in work.
During the working phase (speed lower than or equal to 10 mmsec), going from PCV toPMI, the system is inhibited and does not protect the operator against the danger described in the previous point and from the dangers relevant to the movement of the piece in working under the pressing strength of the punch:
- danger of squashing among the tools, between the piece and the upper tool or between the piece and the mobile table;
- danger of crash of the piece (bending movement).
In the same way, during the opening movement of the tools, the protection system is inhibited. The physical arrangement of the detection area, placed under the upper tool,makes the system cannot give protection against the dangers due to opening movement,among which:
- danger of squashing between mobile table and fixed parts of the press-brake;·
- danger of crash due to the fall of the worked piece.
9.2. Foreseen use of the DSP LASER device
The DSP LASER device has been designed to create, by means of the laser beam emitted by the transmitter and picked up by the receiver, a detection area (volume) for the protection of the operator who enters in it.
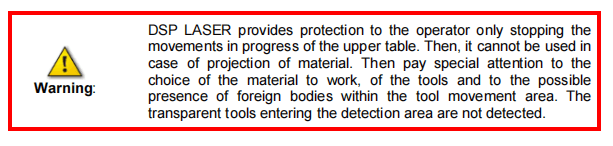
The device has been designed and manufactured in order to ensure protection to theoperator, who accesses in front of the die area of a bending press-brake, against the dangers due to the movement of the mobile table during the high-speed downstroke phase.
The interception of the DSP LASER detection area by the operator during the fast closing movement stops the movement of the mobile table before the tool fixed to it can reach theoperator, who however must know the risks relevant to the work on this type of press-brakes.
Anyway, the device does not replace the necessary training of the personnel and information about the residual risks highlighted in chp. 11 Residual risks.
The correct use of the device foresees the mechanical installation of the transmitter and ofthe receiver on the upper table in such a way that the detection are a is located near the punch. In case of machine with closing from above, the system moves with the mobile table.The electrical installation must be based on the detection of the continuity/interruption of the detection area which determines the state ON / OFF of two electrical signals made available by DSP LASER and which can be used for the control of the dangerous movements of the press-brake.
Whichever use different from those clearly allowed and pointed out in this use andmaintenance manual of DSP LASER is, and must be considered, forbidden; because of these utilisations not allowed and/or unforeseen by NUOVA ELETTRONICA s.n.c. of PasquiF. & C., any type of explicit or implicit form of warranty expires, as even any responsibility for possible accidents which could occur.
9.3. Operating principle
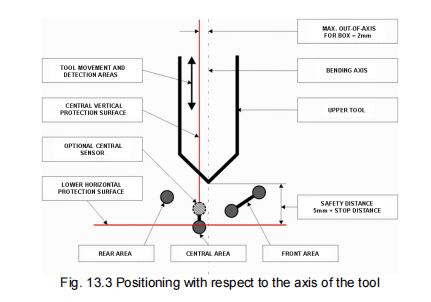
The sensors present on the receiver, as depicted in the cross-section view of Fig 9.2, being illuminated by the laser light emitted by the transmitter, form the detection area located under the upper tool of the press-brake and which moves with this, being mechanically fixed to it.

The protection horizontal surface is located, from the top of the tool, at a safety distanceequal to the stop space of the machine + 5mm.; it is then clear that the safety area precedes the movement of the upper tool of a such space to allow the tool can be stopped without squashing any opaque object possibly present between it and the lower tool.
In fact,the object possibly present under the protection area, once penetrated the area, would issue the command to stop the machine, which stops within a space called “stop space”.
As the command would have been issued at a distance equal to “stop space”+ 5mm, the tool would ends its stroke at 5mm from the object which has possibly entered the protection area, without even brushing against it.
For machine with stop space greater than 7mm and up to 18mm, the device with optional central sensor must be used, in such a way to ensure the operator cannot put the fingers between the tip of the upper tool and the protection area without these are detected.
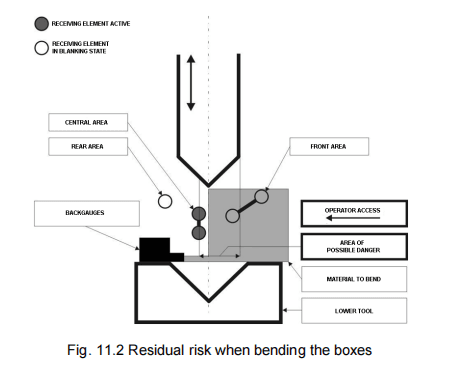
The detection area is subdivided in three different areas: a front area (towards the operator), a central area (under the tip of upper tool slightly moved towards rear part of the press-brake) and a rear area (towards the rear of the press-brake).
| Area | Task |
| frontal | It protects the operator’s fingers too close to the working area; moreover it protects against the risk of squashing between the die edge and the tip of the upper tool. This area can be inhibited for specific workings. |
| central | It protects the operator against the squashing between the tip of the upper tool and the sheet/die. |
| rear | It forbids the squashing between the tip of the upper tool and the backgauges. This area can be inhibited for specific workings or in case of interception of the backgauges. |
10. Requirements necessary for the correct use of DSP LASER
10.1. Command circuit of the press-brake
10.1.1. Start and stop
The closing stroke of the press-brake must be commanded by a three-position dead-man command device (e.g. pedal).
The released device (position n.1) must generate a stopsignal; the pressure of the actuator (position n.2) commands the closing movement of thetools; while the further actuation beyond a greater-pressure point (position n.3) stops again the mobile table.
The passage from position n. 3 to position n. 1 must not generate a startcommand.
No cycle of the press-brake must be able to be started using the DSP LASER device itself,but a proper command device must be always foreseen.
The interruption of the detection area during the fast approaching phase of the tools (speedgreater than 10 mm/s) must stop the closing movement of the table.
The new closing must take place only after that the operator has released and operated again the command device. If the detection area remains interrupted, it must be possible to command the closing at a decreased speed (lower than or equal to 10 mm/s) in combination with the three-position dead-man command (see chp. 10.1.2 Inhibition and 10.1.3 Operating modes).
No closing movement must be possible at a speed greater than 10 mm/s while an object orany part of the body (e.g. finger) interrupts an active part of the system interception field.
The function to start and stop the movements must be realized by the command circuit of the machine with a safety level equivalent to that of the DSP LASER device, as prescribed by EN 12622:2014.
10.1.2. Inhibition
The DSP LASER device creates a detection area between the dies. The interception of this area must immediately stop the dangerous movements of the machine.
The inhibition of the stop signal produced by DSP LASER during the closing stroke of the press-brake must be possible only if the closing speed has been previously decreased to avalue lower than or equal to 10 mm/s.
The control circuit of the press-brake must be able to make the press-brake reaches the decreased speed in safe way. Only as consequence of this condition, the intervention of DSP LASER can be inhibited.
The inhibition function must be realized by the command circuit of the machine with a safety level equivalent to that of the DSP LASER device, as prescribed by EN 12622:2014.
At the end of each working cycle, the stop function generated by DSP LASER must immediately return active before the user can command the high-speed closing.
The inhibition must be signalled by the lighting of a yellow lamp, on machine board, visible by the operator.
10.1.3. Operating modes
DSP LASER is provided with a control circuit able to set the following operating modes:
- 1.Detection area fully active:
Mode to use generally for all the processing types, because characterized by lowest residual risks.
- 2.Blanking of the front area and exclusion of the rear area:
Mode which can be used for the bending of boxes with special shape or pieces with very little size which cannot be worked without intercepting part of the detection area.
Exclusion of the rear area:
The rear protection has been added for special uses of the press-brake as when more bending stations are installed and the operator could, with a given movement of the arm, squeezes between station and station and put the fingers under the bendingarea accessing from the rear side of this.
This particular and extreme possibility, not considered in EN 12622:2014, has been instead evaluated by us and then protectedby means of DSP LASER.
This function can be then excluded when the protected machine does not need it (for example, it is provided with a single pair of tools, one upper and one lower, for all the length of the machine) or when the backgauges are close to the bending line and, intercepting the detection area, do not allow the bend.
For this purpose, the command circuit of the press-brake must be provided with a three-stable-positions key selector,which can be extracted only in position 1.

The selection of the operating mode 2 allows enabling the function of blanking to the front area and the exclusion of the rear area. The mode 3 allows the exclusion only of the rear zone. The real activation of the blanking function takes place following the indications reported later.
When the operating modes 2 or 3 are selected, the yellow LED, present in the front part of RX, will be always active and blinking. In this way, the operator will be always noticed by the device which is working in a mode different from 1.
Bend of the boxes with special shapes
The bending of the classic box depends on the correct positioning of the piece bothagainst the backgauges and centred with respect to the punch.
This centring operation generally requires the positioning just before the punch touches the sheet.
For this reason, it is appropriate the command circuit of the press-brake is realized in such a way that the operator can select the function of automatic stop of the mobile table in the speed change point.
The piece can be then brought to the current bending position.
A possible reason for the activation of the blanking function is related, for example, toa shape of the piece such to forbid the insertion of the piece itself between the tools when the punch is still at the speed change point.
Obviously these operating modes can be exploited to execute bends only along the edge of the raised side and not inside the box.
In this case, the raised box would intercept the central part of the field, which can be inhibited only during the slow speed closing movement.
Little size bends
The shape of the detection area has been designed in the rear part just to limit the interference with the backgauges.
This does not avoid that the final position or the shape of the backgauge could hide the rear part of the detection area.
- Little size pieces
The shape of the detection area has been designed in the front part just to limit the interference with the operator.
However, a very little size of the piece can cause the operator’s fingers hide the detection area.
The central part of DSP LASER remains active during the high speed closing movement in any operating mode.
The hiding of the central area must always cause the stop of the press when the closing speed is greater than 10 mms.
For this reason, the central detection area must be slightly moved with respect to the tip of the punch towards the rear part of the press.
The safety device DSP LASER can realize the blanking function in two different ways, depending on the installed firmware version.
It is necessary to be sure which of the two operating modes is present in the device.
The two different blanking functions foresee the same operating characteristics of the blanking state.
The difference is the way the blanking state is reached and maintained.
The selection of more operating modes at the same time brings to a condition of lock of the equipment until when the failure has been removed.
The absence of selection of any operating mode causes the equipment operates in mode 1, then with all the sensors active.
In mode 2 the activation of the OSSD outputs, which allow the HIGH SPEED downstroke of the machine, is always preceded by a consensual operation of the operator for both the blanking modes.
The active state of the blanking function however depends on a time,elapsed which DSP LASER returns to the state which obligates the start of a bending cycle with the blanking function deactivated.
Blanking function “Enabling by Operator”
The control circuit of DSP LASER uses these command signals of the press-brake for the management of the blanking function:
- the Press brake closing pedal (IN PD) signal
- the Press brake opening (IN AP) signal
The key selector set to the position of the operating mode 2, signalled by the blinking of the big yellow LED present on the front part of the receiver, selects the blanking function.
The actuation of this function, however, takes place only by the “Enabling of the Operator”, that is when this presses Press brake closing pedal (IN PD).
This first pressure does not generate any machine movement, but serves to activate the blanking function.
At the next pressure of the Press brake closing pedal (IN PD), the OSSD outputs will go to status ON and the machine will be enabled to perform the downstroke at High Speed up to PCV with the front part in blanking, provided that the central area is not obstructed.
In the event that the downstroke pedal is to be used, the press control circuit must be ableto detect the blanking condition, for example via the modal switch, in such a way that the downstroke of the crossbar is inhibited at the first pressure of the pedal.
The Blanking function is moreover subjected to a periodical check in order to avoid themachine could be inadvertently left in blanking state or to avoid a wrong use of the function.
The pedal or the push-button, on the first pressure, must not remain pressed for more than 5 seconds otherwise, at the release, the Blanking function will not be activated. Once the blanking function has been activated, in order its state is kept active, the pedal commanding the downstroke must be pressed within 5 seconds.
The blanking state will remain active until when, once executed the phase C of the bending cycle, the Press Brake opening (IN AP) signal will deactivate it, passing to state OFF.
The Blanking function must be deactivated at the end of each cycle of the machine, before this can execute the next cycle.
This is strictly ensured by the Press brake opening (IN AP) signal.
Then, for the next bending cycle with the blanking function of the front area, a new “Enabling of the Operator” is necessary, who must repeat the operation described before.
If, after the phase C of the bending cycle, the Press brake opening (IN AP) signal is notactivated, the blanking function remains active, at most, for 10 minutes from the moment the press has began the downstroke.
This avoids possible tampering on the Press brake opening (IN AP) signal which can cause the exclusion of the characteristic of starting a bending cycle with the blanking function active.
Blanking function “STOP and GO”
The control circuit of DSP LASER uses these command signals of the press for the management of the blanking function:
- High speed in press brake closing (IN AV) signal
- Press brake opening (IN AP) signal

The key selector set to the position of the operating mode 2, signalled by the blinking of the big yellow LED present on the front part of the receiver, selects the blanking function.
The actuation of the blanking function, however, takes place only when one of the receiving elements of the front area is obscured while the High speed in press brake closing (IN AV) signal is active. Both the switch-on of the DSP LASER device and in the moment of the selection of operating mode 2, the blanking function is disabled.
When the press-brake is open and ready to the downstroke, no detection area must be obscured.
The pressure of the Downstroke pedal causes the attenuation of the High speedin press brake closing (IN AV) signal, if the detection area is not obscured, the press-brake starts the phase B of the bending cycle, that of High Speed downstroke.
In this phase, the Blanking function is not active yet.
When the front part of the detection area encounters an obstacle and is obscured, the OSSD outputs switch to state OFF with consequent STOP of the machine downstroke.
The downstroke pedal is released. From this moment, theblanking function in the front area becomes active.
If the front area remains obscured, presumably by the edge of the box to realize, pressing the downstroke pedal causes the start, GO, of the machine at high speed, on condition that the central area is not obscured.
The Blanking function must be deactivated at the end of each cycle of the machine before this can execute the next cycle, this is strictly ensured by the Press brake opening (IN AP) signal, even if normally the Blanking function will have been already deactivated during the upstroke phase because the receiving elements of the front area will not be intercepted anymore.
If, after the phase C of the bending cycle, the press opening signal is not activated, theblanking function will remain active for, at most, 10 minutes from the moment the press has started the downstroke.
This avoids possible tampering on the Press brake opening (IN AP) signal which can bringto the exclusion of the characteristic of starting a bending cycle with the blanking functionactive.
During the fast approaching phase, the arrive of more transitions of High speed in press brake closing (IN AV) signal, while for the activation of the Blanking function the Pressbrake opening (IN AP) signal must be active when the area to set in blanking is intercepted.
Only in this case, the blanking function becomes active.
Mode 1: Detection area fully active
The normal sheet bending allows keeping the whole detection area active during the fast approaching of the tool.
Even the bending of boxes can take place with the detection areafully active.
In fact, it is sufficient to provide the press with the function of automatic stop at the reaching of the speed change point and to insert the piece between the tools only after the punch has come to a complete stop.
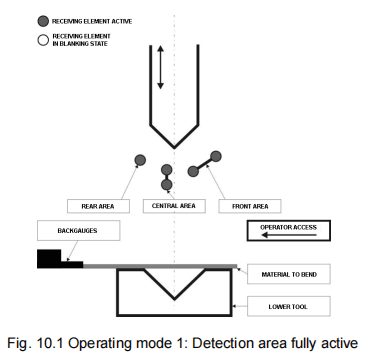
All the detection areas are active and the obscuration of any receiving elements causes the state OFF of the OSSD outputs.
The control circuit of the press-brake must be realized in such a way that the closing movement of the machine at high speed (> 10 mms) is stopped when the state OFF of the OSSD outputs occurs.
Until part or the entire detection area is obscured, the release and the immediate new pressure of the downstroke command cause the machine can continue the closing downstroke at decreased speed (lower than or equal to 10 mms). The removal of an obstacle sets instead the outputs to state ON and it is then possible to command again the downstroke of the press-brake at high speed.
The effect of the state OFF of the OSSD outputs (lock of the high speed) must be inhibited just before touching the sheet because this would cause, covering the central receiving element, the stop of the closing stroke.
For this reason, the speed of the punch must be decreased up to a value lower than or equal to 10 mm/s at PCV, in such a way to execute the bend.
In fact, once the speed change point is reached, the signal of real decreased speed (lowerthan or equal to 10 mms) can inhibit, making it ineffective, the stop command generated by the contacts in state OFF of the outputs, being these active only on the high-speed hydraulic circuit.
Mode 2: Front area in banking state and rear area excluded
Bending of special shape or size or pieces with very little size.

The operating mode 1 could result not applicable in case of bends with particular shape orpieces with very little size.
In fact, the backgauges could intercept the rear area, as also it could be impossible to insert the piece, already partially bent, between the tools brought closer.
With the purpose to avoid these situations and, at the same time, to ensure the protection ofthe operator, the operating mode 2 can be set.

The main difference from the operating mode 1 consists in the blanking of the front areaand the exclusion of the rear area.
The press-brake closes at high speed up to PCV, even if one of more elements put in blanking state or excluded are obscured.
The stop of the machine, because the outputs are switched to state OFF, takes place when the central area is intercepted.
Until the central area is obscured, the release and the immediate new pressure of the downstroke command cause the machine can continue the closing downstroke at decreased speed (lower than or equal to 10 mms). The removal of an obstacle sets instead the outputs to state ON and it is then possible to command again the downstroke of the press-brake at high speed.
Once PCV has been reached, all the considerations made for operating mode 1 are valid.
Mode 3: Rear area excluded
Backgauges near the dies.

In some cases, the backgauges could intercept the rear protection area causing the stop of the press, even if the operator remains outside the dangerous area.
To avoid this situation and protect the operator, the operating mode 3 can be set.
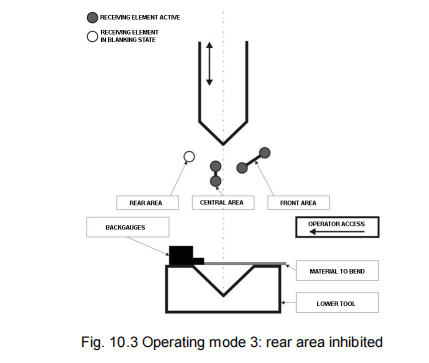
The operating conditions are identical to those of mode 1 with the only difference that therear area is excluded.
The central and front protection areas are active, the obscuration of any receiving element of these areas causes the state OFF of the OSSD outputs and the consequent stop of the downstroke of the press-brake. For the operation of the machine, the consideration made for the operating mode 1 are valid.
10.1.4. Check of overtravel or stop space
The overtravel of the press-brake, or stop space, must be at most 18 mm, depending on themodels in paragraph 9.
A greater value does not ensure the operator safety.
The rule design EN 12622:2014 specifies the requirements to adopt to check the overtravelof the machine, in other words its stop space, in case of an emergency stop.The DSP LASER device has been designed and manufactured in compliance with therequired requirements.
The control function must be activated each time the press-brake is switched on and, however, after 30 hours of continue work.
The DSP LASER device can be equipped with a control circuit which, if interfaced withproper position detectors installed on the press-brake (mechanical or electronic overtravels), can execute this function of automatic monitoring of the overtravel incompliance with what foreseen by the rule.
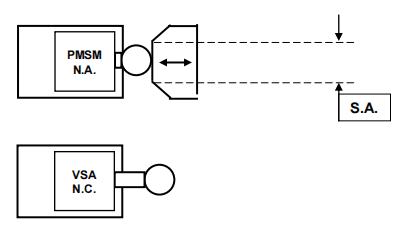
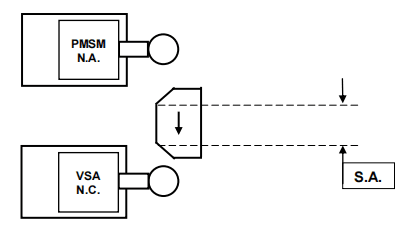
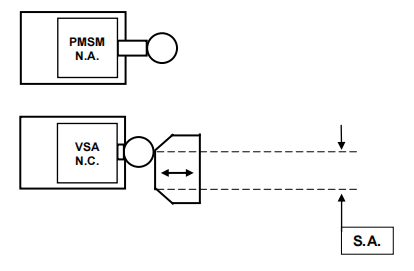
A cam with size equivalent to the maximum stop space (S.A.) of the machine must be applied to the mobile table.
A size greater than 1 mm is allowed, as tolerance, to make theoperation stable but not dangerous.
Two limit-switches must be, instead, applied to the fixedpart at such a distance to ensure that the press-brake can reach the maximum downstroke speed within this space.
The cam must operate on the actuator of a limit switch (PMSM),whose N.A. contact determines the Maximum Top Dead Centre and, then, during the downstroke, on the actuator of a second limitswitch (VSA), whose N.C. contact, opening,determines the switching to state OFF of the OSSD outputs which, on their own, via the actuation circuits of the machine, stop the movement of the upper tool checking its stopspace.
The limit-switches can be both mechanic and inductive (electronic proximity switches).
The cam size must consider the actuation and release strokes of the limitswitch VSA.
On the front side of the receiver, some LEDs are present signalling, during the check of the stop space, the state of the signals necessary to achieve this control.
Their state, once the check has been made, points out the success or, in case of failure, which signal and, then,action, has not properly occurred.
After each switch-on of the machine, then of the safety device, the check of the stop spaceis required.
It is necessary to move the mobile table to PMSM and command the high-speed closing keeping for the whole stroke, otherwise the check cannot be passed.
The check starts has soon as the limitswitch PMSM is triggered by the cam, which causesits contact closes.
After this action, the high-speed closing of the machine must be executed.
If the procedure is not properly executed (for example the downstroke takes place atreduced speed or, even at high speed, it is interrupted before reaching the limitswitch VSA, or the cam reaching VSA and then causing the stop of the downstroke of the machine, butthe cam goes over VSA when the movement is ended, closing again its contact), the control circuit of the device considers the check NOT passed and DSP LASER sets its output inpermanent OFF not allowing any high-speed downstroke.
Instead, if the cam, when the movement is ended, continues to engage the limitswitch VSA,this means the machine has stopped within its typical stop space.
The stop circuit of the machine answers again with its initial project and test performances.The check, in this case, is passed and the outputs of DSP LASER return to state ON allowing the normal operation of the machine.
The machine can operate at most for 30 consecutive hours. Once elapsed this time, thedevice sets its OSSD outputs to the permanent OFF state.
Only switching-off and, then, switching-on the machine the initial switch-on condition of DSPLASER is restored, which obliges the operator to execute the check of the stop space.
For the meaning of the LEDs during the check of the stop space and of the exceeding of the30-hours continue operation see Chp. 12.1.1.

Phase A :
When the machine is switched on, the two OSSD relays are in OFF state and do not allow the closing of the machine at high speed: the mobile table must be moved to PMSM. If the machine is already at PMSM, then the considerations made in step 1 are valid.

Step 1:
The machine is at PMSM. The closing, by means of the cam S.A., of the contact of PMSM sets the connected input to state ON and causes the passage of the two OSSD outputs tostate ON, with the necessary condition that DSP LASER is collimated and in operating mode 1.
This allows the use of the high-speed downstroke. The machine is ready for the check of the stop space.
Phase B :
The closing at high speed is commanded and, then, the FAST DOWNSTROKE signal,which it depends from, is present on the relevant input.
The closing of the press until the interception of the limitswitch VSA must take place in continue mode, without interruptions.
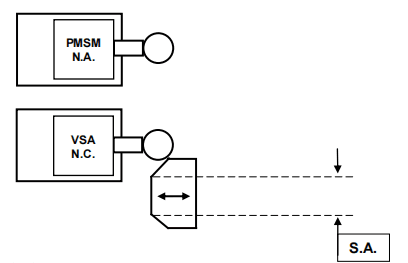
Step 2 :
The cam reaches the limitswitch VSA which determines the passage of the OSSD outputsof DSP LASER to state OFF.
The circuit of the press-brake inhibits the high speed, causing the stop of the machine.
However the table makes a residual stroke, due to inertia, equal tothe value of the stop space.
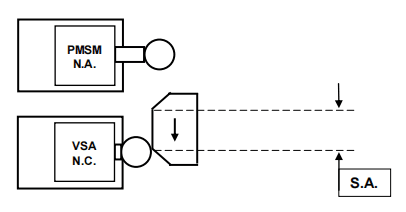
Step 3 :
The machine has stopped and the limitswitch V.S.A. is engaged yet (open contact). The test is passed, the machine can start the working cycles.
OR
The press has stopped but the limit-switch V.S.A. has become free. The test is not passed.The two OSSD will permanently remain in state OFF.
At this point, it is not possible to command at high speed any more, but the power supply must be switched off in order to repeat the test after having check and, possibly, removed the causes of the test failure.
10.1.5. Interlock of restart
While the machine is stopped and an object is detected by DSP LASER, because it obscures one or more receiving elements, the device sets the OSSD outputs to OFF state.When the object is not detected any more, the outputs return to ON state.
If the detection of the object takes place with machine in closing, then with the signal pointing out PEDAL in ON state (Press brake closing pedal (IN PD)), the device sets, evenin this case, the outputs to OFF state.
However, when the object will not be detected any more, in order the outputs can return toON state, the PEDAL (Press brake closing pedal (IN PD)) must be released and then therelevant signal must be in OFF state.
Until when this condition is not realized, the outputswill remain in OFF state. When the PEDAL signal is present in ON state, it is necessary that even the HIGH SPEED signal is present (High speed in press brake closing (IN AV)),otherwise a condition of OFF state of the outputs occurs.
11. Residual risks
11.1. Risks due to the Laser
The presence of a laser beam, even if very low power, could directly or indirectly make theuse of the device dangerous.
The eye protection is however associated, even in absence of “D.P.I.”, by the same defence reactions of the eye, as the eyelid reflex.
11.2. Risks due to mechanical dangers
11.2.1. Manual sheet support
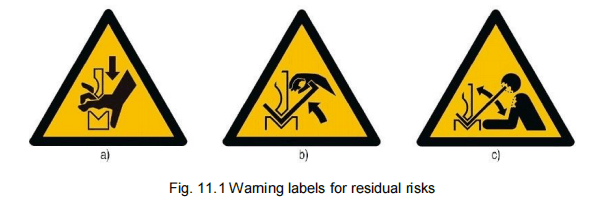
The bending press-brake equipped with the safety system DSP LASER presents, in the front part, some mechanical residual risks which must be directly highlighted on the machine by proper labels.
The figure below shows some example of labels taken from standard EN 12622:2014.
In order to allow the working, the stop command caused by the interception of the detection area of DSP LASER must be inhibited when the closing speed of the press-brake is lower than or equal to 10 mms. The safety of the operator is ensured by the reduced speed combined with a dead-man command.
It is then the operator who, aware of the residual risks, commands the closing movement of the press.
In case of manual support of the sheet during the approach and bend phases, risks of cutting and squashing are present:
- between the V of the sheet and the punch,
- between the sheet edge and the front side of the punch or the table (see Fig. 11.1 a).
The bending of the piece under processing can involve a risk of crash due to the movementof the piece (Fig. 11.1 b).
Under PCV just before the pressing action, the DSP LASER device is inhibited and then cannot ensure the operator against a possible squashing of the fingers between the punchand the sheet.
If the sheet flies out from the backgauge, the hand always follows it under the punch (Fig. 11.1 c).
Use all the means which allow keeping the hands far from the dangerous areas, for example:
- supports to hold the piece during the approach and, if possible, during the bend, adjustable tables, square, etc.
magnets, masks, grippers, etc.
- backgauges with high sufficient to keep the sheet pushed by the operator (avoid movable stops easily retractable).
If the piece is supported by hand during the bend, never put the hands within areas of possible squashing between the piece and the machine parts (e.g. punch or upper table)and among the tools.
11.2.2. Blanking
The protection system DSP LASER has been designed to protect the operator against the dangers due to the closing movement of the tools of a press-brake.
The detection area is subdivided in a front area, a central area and a rear area.
The front area forbids the squashing of the operator’s fingers between the front part of the punch and the die or the objects present in the movement area (e.g. bottom of the box), while the rear area avoids the squashing between punch and rear mechanics.
The system is provided with operating modes which allow the inhibition of the front and/orrear detection area even during the fast approach speed.
In this way, the protection of thefront and/or rear detection area is lost and the residual risks detailed above arise.
In order to reduce the residual risks, organization measures and a correct choice and installation of the tools must be adopted.
In order to limit the risk of squashing between punch and die, it is appropriate to use punch with a width equal to the width of the piece to work.
In case of wider punches, in fact, a dangerous area arises between the punch and the dies on the sides of the piece in processing.
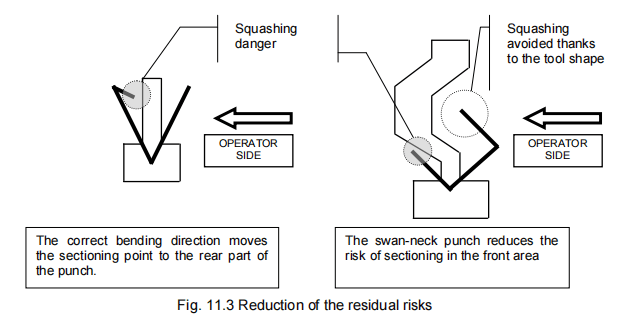
In order to limit the surface of squashing between punch and top edges of the box with particular shape and internal bottom of the box, it is necessary to use punches with areduced surface projecting towards the operator, or to install them with this surface towards the back of the press-brake (e.g. swan-neck tools).
11.2.3. Installation and uninstallation of tools
Shearing risks are present between the punches and the dies installed on the press-brakeand not used for the piece in the current process. Systematically uninstall the unused dies.Check always the tonnage set on the press-brake and the strength of the tools. Anexcessive tonnage could break the dies.
After each tool change, it is necessary to check the correct positioning of the device, as described at chp. 15.4 Check of the correct positioning.
11.2.4. Work organization
The safety of the workers in the factory is firstly based on a correct work organization, starting from the initial study of the piece to bend up to the real bending operations.In order to optimize the choice of the working tools and ensure the safety of the operators,the main prevention measures consists in:
- training the operators working on the press-brakes.
o Address only qualified operators, who have been trained about the adjustment and the use of these machines, to this task.
o Define, if necessary, some qualification sheets according to competences of everyone.
- choosethe correct direction of the bend or the shape and the installation of the tools in such a way to reduce as most as possible the risk of squashing between the piece and the punch or the piece and the table.
Optimize the bending sequence limiting, if possible, the punch re-opening stroke over the sheet to a value of 6 mm, in order to reduce as most as possible the risk of insertion of the fingers between the tools.
For the little size pieces, evaluate the possibility of extract them from the side.
12. Signals and plate data
12.1. Light indicators: scheme and functions
The DSP LASER device is equipped with LEDs allowing the rapid identification of its operating status.
Moreover the front sides of TX and RX present references necessary and useful for the positioning of the generated detection area.
TRANSMITTER

The state of LASER EMISSION present points out that the power supply is connected to the transmitter.
- Thestate of LASER EMISSION absent points out that the power supply device is not energized.
RECEIVER

12.1.1. Display of the phase of stop space check
On the front side of RX, on the right, four LEDs are present, used during the check of the stop space.
Their function is to signal the result of the check and the state of the signal present on the relevant inputs.
In case of failure of the check the causes which have caused it.
The LEDs are:
- LED PMSM(PMSM input)
- LED AV (HIGH SPEED input)
- LED VSA (VSA input)
- YELLOW-BLUE LED
During the check phase, if the sequence is correctly executed, each LED will be on whenthe corresponding input is in ON state.
When the check is ended and the result will be positive, the LEDs: PMSM, AV,VSA will turn off and will assume other functions during the normal operating cycle. The YELLOW-BLUE LED will be instead on and will assume the function of indicator of the alignment between TX and RX.
In case of failure of the stop space check, the device will lock, setting the OSSD outputs tothe permanent state OFF, one or more LEDs will blink depending on the type of occurred error, the RED LED will remain turned on.
Types of errors when the LED AV blinks
– when the mobile table has been moved to PMSM and the limitswitch VSA is in state OFF.
– when, after that the mobile table has been moved to PMSM and then the check is started,the HIGH SPEED signal has gone to state ON and then has come back to state OFF before the limitswitch VSA has been intercepted.
– when, after that the mobile table has been moved to PMSM and then the check is started,this, going down at slow speed, causes the interception of the limitswitch VSA with the HIGH SPEED signal in state OFF.
Type of error when the LED PMSM blinks
– when, after that the mobile table has been moved to PMSM and then the check is started,its signal passes from the ON state to the OFF state without the HIGH SPEED signal haspassed to ON state.
Type of error when the LED VSA blinks
– when, after that the mobile table has stopped due to interception of the limitswitch VSA,the signal of this comes back again to ON state because the cam has gone beyond it causing the failure of the check.
12.1.2. Display of the alignment with four LEDs
In the check phase, the PMSM input is set to ON state, with its LED turned on which points out the mobile table has reached the position of PMSM, after this phase, it activates instead, in this condition, the function of display of the alignment by four BLUE LEDs.
In order to activate this function, it is necessary to move the mobile table up to intercept thelimitswitch PMSM and, in this condition, besides the LED PMSM, the four BLUE LEDs turnon steady if all the receiving elements will be illuminated by the laser light of TX or all blinking if none of them is illuminated.
If the laser light will illuminate only apart of them, the blinking of one or more LEDs will point out the direction where the laser light must bemoved.
12.1.3. Alignment LED
Once ended the check of the stop space, when all the receiving elements correctly receive the laser emission, the YELLOW-BLUE LED will turn on to signal that the device is aligned and that all the receivers are correctly receiving, while its turn-off will signal that at least one receiving element is intercepted.
12.1.4. Display of the lock after 30 operating hours
If the DSP LASER device, and then the machine which it is connected to, operates for more than 30 hours without interruptions, the system activates a locking function which sets theoutputs to the permanent status OFF.
This locking status is signalled by the RED, GREEN,YELLOW-BLUE LEDs which turn on in sequence.
The deactivation of this function is possible only cutting the power supply to the device.
Doing so, on the new switch-on, DSPLASER forces the machine to execute the check of the stop space.
Doing so, the characteristics ensuring the efficiency if the electro-hydraulic circuit responsible of the machine stop are checked at most every 30 operating hours.
12.1.5. Blanking and Exclusion LED
When the operating mode 2 or 3 is selected (see chp. 11.2.2), the YELLOW LED blinks.
12.1.6. LED for OSSD outputs in state ON
When the OSSD outputs are in state ON, this is signalled by the turn-on of the GREEN LED.
12.1.7. LED for OSSD outputs in state OFF
When the OSSD outputs are in state OFF, this is signalled by the turn-on of the RED LED.
12.1.8. Display of the selection of the operating modes
o When the operating mode 1 is selected, the REAR BLUE LED, the LOWER CENTRAL BLUE LED and the FRONT BLUE LED are on.
o When the operating mode 2 is selected, the LOWER CENTRAL BLUE is on.
o When the operating mode 3 is selected, the LOWER CENTRAL BLUE LED and the FRONT BLUE LED are on.
12.1.9. Display of the Synchronism fault
If the synchronism signal (SINC) should be subjected to any type of fault and, in any way,not be suitable to accomplish its function, this defect would be signalled by the turn-off of all the LEDs, except for the RED LED which would result on.
12.1.10. Display of the fault of the operating modes
If more than one signal in state ON should be present at the same time on the three inputs of the operating modes, the anomaly would be signalled by the turn-on in steady way of the YELLOW and RED LEDs and, in sequence, of the BLUE LEDs.
12.2. Identification plates
The following data are reported on the rear identification plate of TX:
- Name, address and contact references of the Manufacturer of the device
- Number of the Patent which protects the device: 0001342651
- Safety category in compliance with the standard EN 61496-1:2014:TYPE 4
- Logotype “Costruito in Italia”
- CEmarking
- Logo type of the Notified Body which has executed the certification
- Indication of the presence of the laser beam
- Class of the laser equipment according to EN 60825: class 1M
- Warning not to directly observe the laser beam with optical instruments

The following data are reported on the side plate of TX:
- Partof the device: DSP LASER-TX
- Serial number and manufacturing date
- Indication of the type of TX, that is its configuration

The following data are reported on the identification plate of RX:
- Name, address and contact references of the Manufacturer of the device· Patent number: 0001342651
- Safety category in compliance with the standard EN 61496-1:2014 : TYPE 4· Logotype “Costruito in Italia”
- CEmarking
- Logotypeof the Notified Body which has executed the certification· Detection capacity: ≥ 14mm
- Leadtime: 5ms
- TX-RX protection level: IP65
- OSSD solidstate – I max: 100mA · Operating temperature: 0-50°C

The following data are reported on the side plate of RX:
- Partof the device: DSP LASER- RX
- Serial number and manufacturing date
- Indication of the type of RX, that is its configuration

The following data are reported on the identification plate of AL dc:
- Name, address and contact references of the Manufacturer of the device
- Logotype “Costruito in Italia” · Device part: DSP LASER-AL
- Indication of the type of AL, that is its configuration · Power supply voltage: IN 24 Vdc, IN 0 Vdc and GROUND · Connections to TX: GROUND, OUT 0Vdc, OUT 24Vdc, SINC
- Connections to RX: GROUND, OUT 0Vdc, OUT 24Vdc, SINC, OSSD1 24Vdc, OSSD2 24Vdc
- Relay outputs NA OSSD contacts: OSSD1 CR, OSSD1 CR, OSSD2 CR, OSSD2 CR· Serial Number and manufacturing date
The following data are reported on the identification plate of AL1B:
- Name, address and contact references of the Manufacturer of the device
- Logotype “Costruito in Italia”
- Partof the device: DSP LASER-AL
- Indication of the type of AL, that is its configuration
- Power supply voltage: IN 230 Vac or IN 24 Vac, and GROUND
- Connections to TX: GROUND, OUT 0Vac, OUT 24Vac, SINC
- Connections to RX: GROUND, OUT 0Vac, OUT 24Vac, SINC, 0Vdc, 0Vdc
- Serial number and manufacturing date
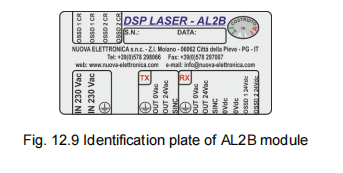
The following data are reported on the identification plate of AL2B:
- Name, address and contact references of the Manufacturer of the device· Logotype “Costruito in Italia”
- Part of the device: DSP LASER-AL
- Indicationof the type of AL, that is its configuration
- Power supply voltage: IN 230 Vac or IN 24 Vac, and GROUND· Connections to TX: GROUND, OUT 0Vac, OUT 24Vac, SINC
- Connections to RX: GROUND, OUT 0Vac, OUT 24Vac, SINC, 0Vdc, 0Vdc, OSSD1 24Vdc, OSSD2 24Vdc
- Outputsof relay NA OSSD contacts: OSSD 1 CR, OSSD 1 CR, OSSD 2 CR , OSSD 2 CR
- Serial numberand manufacturing date
13. Installation
DSP LASER is a device with a high safety level; it is however necessary to install it properly and to use it according to the following instructions.
13.1. Standard supply
The DSP LASER device consists in the following elements:
- DSPLASER-TX · DSP LASER-RX
- Instruments for test and positioning of TX-RX· Copy of this instruction manual
The modules DSP LASER-ALdc, DSP LASER-AL1B and DSP LASER-AL2B are available as options.
13.2. Transport and unpackaging
DSP LASER is provided with a proper rigid cardboard package with a weight of about 5 Kg.
Weight and dimensions do not cause particular troubles or risks for the transport and unpackaging operations.
13.3. Mechanical installation
13.3.1. Modules: ALdc, AL1B, AL2B
The modules ALdc, AL1B, AL2B, are provided on the back with a groove in compliance with the standard DIN EN 50022-35 for the installation inside the electrical board of the press.

13.3.2. Transmitter and Receiver
Special care must be devoted to the operation of mechanical installation because the detection area defines the limits of intervention of DSP LASER for the protection of the operator.
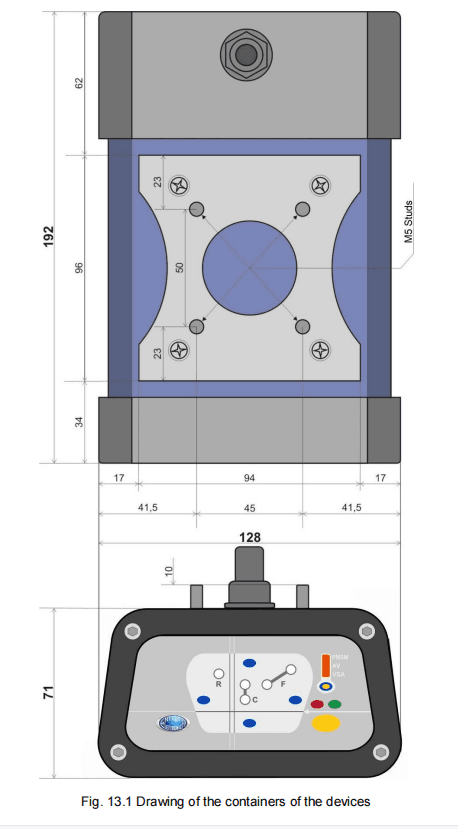
The containers of TX and of RX are equal; RX and TX are however immediately recognizable by the plates located on the containers (see fig. 13.1).
The detection area must be placed under the upper tool. The manufacturer of the press hasthe task to correctly install the device, while the user is responsible to correctly adjust the device according to the indications of the manufacturer and to the different used tools.
13.3.3. Setting
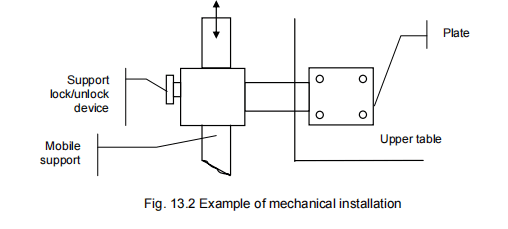
The system must be fixed to the upper table of the press and must be adjustable by the user of the press only in longitudinal direction along the vertical axis.
For this purpose, the manufacturer of the press must realize two plates to be firmly fixed tothe table, provided with extensions for the mobile supports of TX and RX.
Precautions
The plates must be installed on the behind or over the sides of the upper table.
The front installation is not suggested because the plates could create areas of mechanical danger due to the movement of the table and to the possible contact of the sheet against the table during the processing.
The plates must be fixed in such a way that:
- The plates are on rigid crushproof material (e.g. steel)
Rigidity
The rigidity of the mechanical system must be such that the adjustment must be kept under the application of strength of at least 250 N along the axes of the support.
- It must be possible to lock the set adjustment against a possible unauthorized modification.
- Plates and supports of the left side are perfectly symmetric with respect to those of the right side.
- The distance between the front part of TX and RX and the basement of the press is greater than or equal to 100 mm with the purpose to avoid the squashing of the hand.
The adjustment of the supports takes place only along the vertical axis of the press, in parallel direction to the bending surface.
- The movement of the supports is such to allow:
o the correct use of the tools, with minimum and maximum height, signalled by the manufacturer of the press.
Check
Install the minimum height tool; bring the supports of TX and RX as high aspossible and lock them in this position, check the beam is interrupted by the tool.
Install the maximum height tool; bring the supports of TX and RX as down as possible and lock them in this position, check the beam is not interrupted by the tool.
o the unassembly of the tools without requiring the unassembly of the devices and/or supports (e.g. possibility to extract the tools with the TX completely lifted).
- The locking of the support, once adjusted, is safe against the accidental loosening
Crashes and vibrations
Use all the possible precautions to reduce the vibrations of the machine.
Protect the device and the supports with material protections in such a way to avoid crashes.
13.3.4. Installation
The containers of TX and RX are provided with three threaded holes for the fixing to themachine, as reported in figure 13.1.
Then fix TX and RX to the supports by means of three 6MA screws, screwing them in the proper seats present in the equipment.

The devices must be fixed to the supports in such a way that:
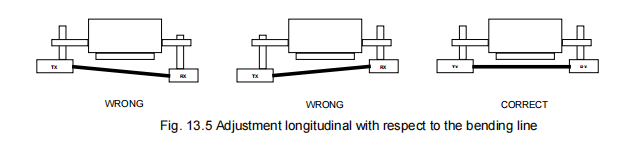
- The central vertical protection surface of TX and RX is not 2 millimetres beyond the axis of the tool towards the rear part of the press.
- Thelower horizontal surface for the protection of TX and RX is perpendicular to the bending surface along all the adjustment stroke of the supports.
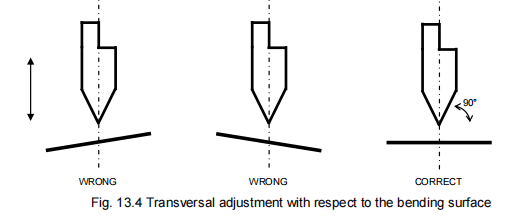
The lower horizontal surface for the protection of TX and RX is parallel to the upper table, so that the value of the safety distance is constant for all the length of the uppertool.
The designing of the mobile support of the device must be such not to create entrapment points during the closing and opening movement of the press.
Additional protection must be adopted to eliminate the dangers which can be generated by DSP LASER (for example, between DSP LASER and the fixed parts of the press) and to allow the access to the dies area passing through the front area.
The device must be protected against the accidental crashes which could damage it or modify its set adjustment.
13.4. Electrical connection
Insert the power supply module inside the electrical board of the machine downstream the main switch and connect as from enclosed scheme.
Energize the DSP LASER, supplying voltage to the electrical board which it is connected to, obtaining:
on TX:
the activation of the visible laser beam.
on RX collimated with TX:
Steady turn-on of the following LEDs: RED LED, VSA LED, FRONT BLUE LED, HIGHCENTRAL BLUE LED, REAR BLUE LED and LOW CENTRAL BLUE LED.
on RX NOT collimated with TX:
Steady turn-on of the following LEDs: RED LED, VSA LED.
Blinking of the following LEDs:FRONT BLUE LED, HIGH CENTRAL BLUE LED, REAR BLUE LED and LOW CENTRAL BLUE LED.
CONNECTION SCHEMES
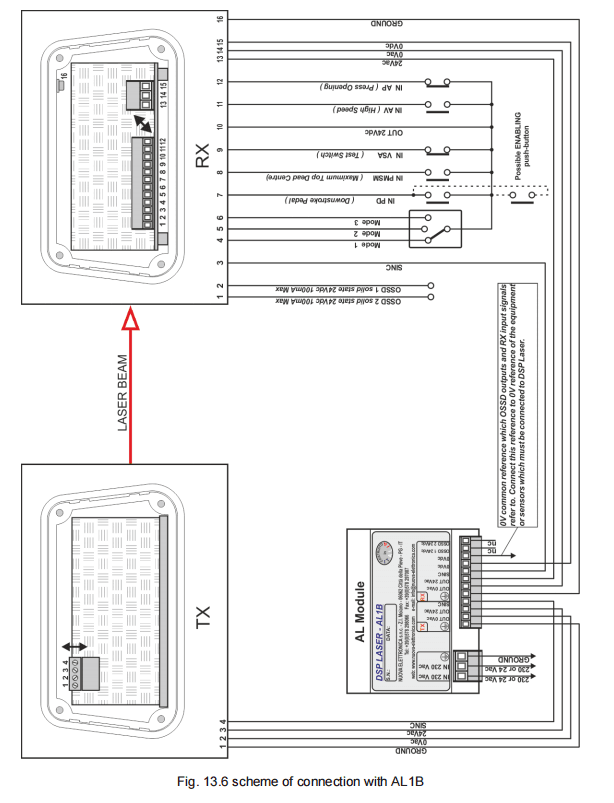
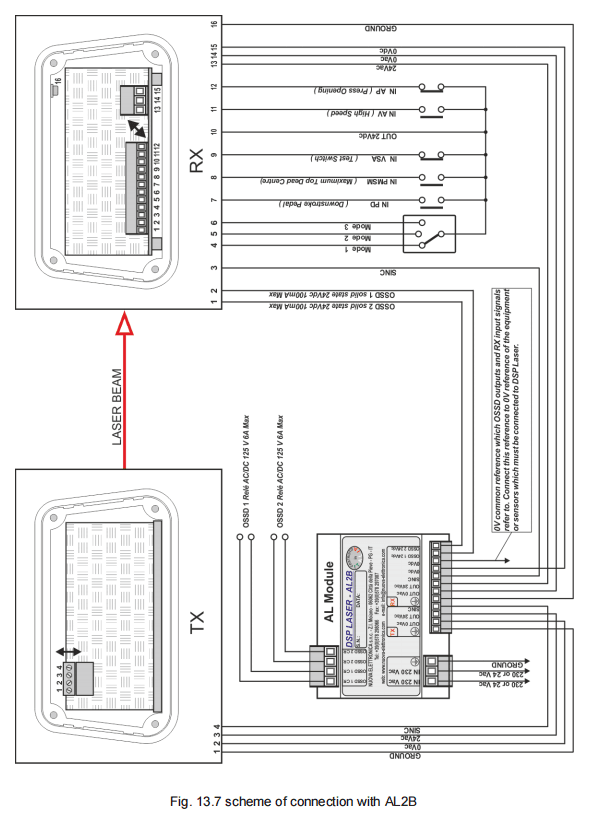
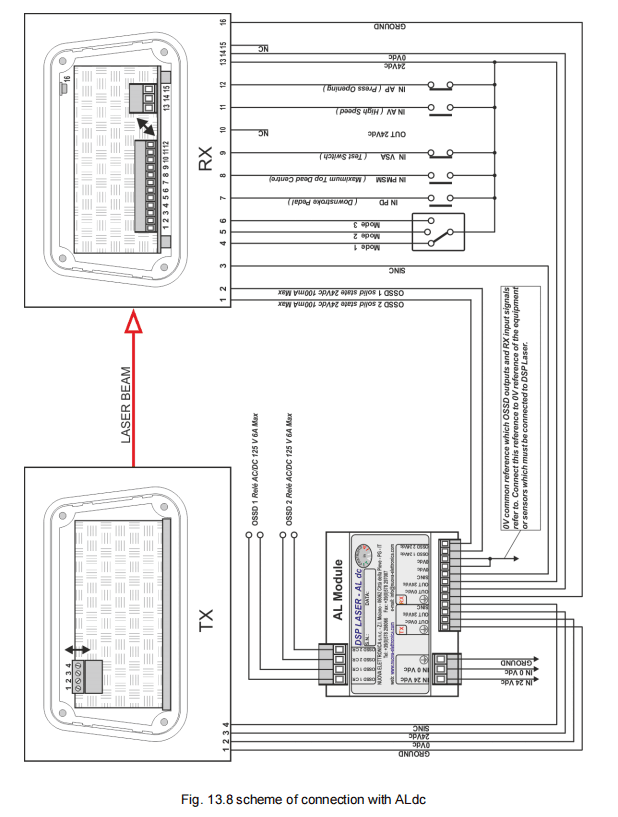
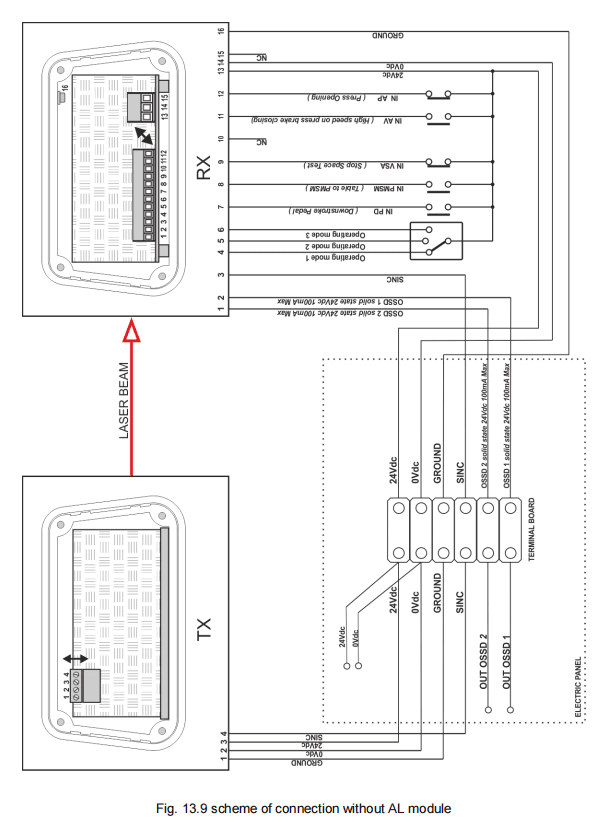
RX SIGNALS
The selection and command signals, generated by the electrical circuit of the press or by the discrete components however external to DSP LASER, are connected to the clamps of RX nr. 4, 5, 6, 7, 8, 9,11 and 12.
The inputs have been represented as connected to contacts energized by a voltage with value 24Vdc.
If the RX module is used in DC version, that is when ALdc module is used or no AL module is used, the same power supply voltage of the TX and RX modules can beused.
When the AL1B or AL2B module is used, this voltage is generated internally to RX itself and present on the clamp nr. 10.
The signal SINC of AL module must be connected to clamp nr. 3.
If the AL module is used,connect to the signal SINC present on the AL module, otherwise connect directly to thesignal SINC present on TX.
The power supply signal OUT 24Vac/dc of AL module must be connected to clamp nr. 13.
If the AL1B or AL2B modules are used, connect to OUT 24Vac del modulo AL. If the ALdc module is used, connect to OUT 24Vdc of the ALdc module.
If the AL module is not used, connect directly to positive terminal of the power source which has to supply a +24Vdc voltage.
The power supply signal OUT 0Vac/dc of AL module must be connected to clamp nr. 14.
If the AL1B or AL2B module is used, connect to OUT 0Vac of AL module.
If the ALdc moduleis used, connect to OUT 0Vdc of the ALdc module.
If the AL module is not used, connectdirectly to the negative terminal of the power source which has to supply a +24Vdc voltage.
The power supply signal OUT 0Vcc of AL module must be connected to clamp nr. 15, if the AL1B or AL2B module is used.
The GROUND signal must be connected to clamp nr. 16.
The solid state outputs OSSD A and OSSD B are available at the clamps nr. 1 and 2. Thevoltage value, referred to 0Vcc is about 24Vcc.
The maximum current which can be supplied by each OSSD is 100mA.
(Note. The signals connecting RX and TX to the power supply AL module are the same for AL1B and AL2B modules).
| Clamps | Name | Signal | External component in input | Contact | Logic state |
| Mode1 | Operating mode 1 | Electromechanical selector or CNC | Switch | High only in mode 1 | |
| Mode2 | Operating mode 2 | Electromechanical selector or CNC | Switch | High only in mode 2 | |
| Mode3 | Operating mode 3 | Electromechanical selector or CNC | Switch | High only in mode 3 | |
| IN PD | Press brake closing pedal | Relay or PLC or CNC | NA | High during the machine downstroke command | |
| IN PMSM | Maximum Top Dead Centre | Limitswitch or Proximity Sensor or CNC or PLC | NA | High with table steady at PMSM Dead Centre Sensor or CNC or PLC PMSM | |
| IN VSA | Stopping distance check | Limitswitch or Proximity Sensor | NC | Low with table steady at distance Sensor test point | |
| IN AV | High speed in press brake closing | Relay or PLC or CNC | NA | High only during the high press brake speed closing* | |
| IN AP | Press opening | Bound contacts relay or safety PLC | NC | Low only during the safety PLC press opening |
*See page 50: Generation of the high speed closing signal
INPUTS USED BY EVERY FUNCTION
Each function needs specific inputs to be executed. If an input is not used by any function, itcan be left disconnected.
The list of the inputs used by every function of DSP LASER is reported here below: verify,depending on the chosen option, which inputs are used and which can be left disconnected.
Blanking Type A: uses the inputs ‘Press brake closing pedal (IN PD)’ and ‘Press brake opening (IN AP)’.
Blanking Type B: uses the inputs ‘High speed in press brake closing (IN AV)’ and ‘Pressbrake opening (IN AP)’.
Stopping Distance Check: uses the inputs ‘High speed in press brake closing (IN AV)’,
‘Stopping Distance Check (IN VSA)’ and ‘Maximum Top Dead Centre (IN PMSM)’.
Restart Interlock: uses the inputs ‘High speed in press brake closing (IN PD)’ and ‘High speed in press brake closing (IN AV)’.
For example in the configuration RXA211, where the functions Blanking type A, Stopping Distance Check and Restart Interlock, all the inputs shall be connected.
In the configurationRXB200, instead, only the inputs ‘High speed in press brake closing (IN AV)’ and ‘Pressbrake opening (IN AP)’ shall be connected, because used by the Blanking Type B, while thesignals ‘High speed in press brake closing (IN PD)’, ‘Stopping Distance Check (IN VSA)’and ‘Maximum Top Dead Centre (IN PMSM)’ can be left disconnected because not used by any function of this configuration.
Note: the power supply signals, the synchronism signal (IN SINC) and the signals Operating mode 1, Operating mode 2 and Operating mode 3 must be always connected, independently from the chosen configuration.
Safety PLC
If only one safety PLC is used and You wish to interface the PLC outputs, which command Press brake opening (IN AP) and High speed in press brake closing (IN AV) directly with DSP LASER, it is necessary to act as follows:
– Verify that the voltage of the outputs is, at most, 24V DC;
– Connect 0Vcc, which the outputs of safety PLC refers to, to the clamp 0Vcc of AL moduleif present, or to 0Vdc of the RX module.
Connection of DSP LASER AP inputs to inductive signals
If the RX input signals are taken at the ends of the inductive components, these have to be equipped with VDR or diode or proper components for the suppression of the voltagepeaks.
TX SIGNALS
The GROUND signal must be connected to clamp nr. 1.
The power supply signal OUT 0Vac/dc of module AL must be connected to clamp nr. 2.
If the AL1B or AL2B module is used, connect to OUT 0Vac of AL module.
If the ALdc moduleis used, connect to OUT 0Vdc of the ALdc module.
If the AL module is not used, connectdirectly to the negative terminal of the power source which has to supply a +24Vdc voltage.
The power supply signal OUT 24Vac/dc of module AL must be connected to clamp nr. 3.
If the AL1B or AL2B module is used, connect to OUT 24Vac of AL module.
If the ALdc module is used, connect to OUT 24Vdc of the ALdc module.
If the AL module is not used, connect directly to the positive terminal of the power source which has to supply a +24Vdc voltage.
The IN SINC signal of AL module must be connected to clamp nr. 4.
If the AL module is used, connect to the signal SINC present on the module, otherwise connect to the signal SINC directly on the RX module.
ALdc SIGNALS
The ALdc module includes, besides the clamps of the signals connected to TX and RX, the two power supply signals IN 24Vdc, IN 0Vdc and the GROUND signal, two driven contact relays excited by the signals OSSD A 24Vdc and OSSD B 24Vdc connected to the OSSD outputs of RX.
Moreover, another terminal board is present, from which the NA contacts of the two relayscan be derived: OSSD A CR, OSSD B CR.
AL1 SIGNALS
Besides the clamps of the signals connected to TX and RX, the AL1B module houses even another terminal board, which the two power supply IN 230Vac (or IN 24Vac) signals and the GROUND signal must be connected to.
AL2 SIGNALS
Besides the clamps of the signals connected to TX and RX, the two power supply IN 230Vac (or IN 24Vac) signals and the GROUND signal, the AL2 module houses two force-guided relays excited by the OSSD A 24Vcc and OSSD B 24Vcc signals connected to the OSSD outputs of RX.
Moreover, another terminal board is present, from which the NA contacts of the two relaysOSSD A CR, OSSD B CR can be extracted.
Function of check of the support relay outputs at the OSSD solid state outputs
If support relays are used in output to the module are used, it is necessary that, at least at the end of each cycle, the real switch of these relays to the rest state (NC contacts closed) is checked. The opening of OSSD A-B OFF produces the intervention of the outputs of DSP LASER, setting them just to state OFF.
The DSP LASER device is not provided with a feedback circuit for the control of the real switching of the support relays in output.
This function must be executed by the control circuit of the press.
In order to be sure of the OFF state of the outputs, the test signal must remain low for at least 100 msec.
Generation of the High speed closing signal
Other solutions are possible; however, they must be compatible as logic and must not introduce a time delay, in the generation of the signal High speed in press brake closing (INAV), greater than the command of the high speed EV.
An example of circuit for the generation of the signal High speed in press brake closing (INAV) can be realized inserting one relay K1 with the coil in parallel to the solenoid of highspeed EV.
The NA contact of the relay will generate the signal High speed in press brake closing (INAV) necessary to DSP LASER.
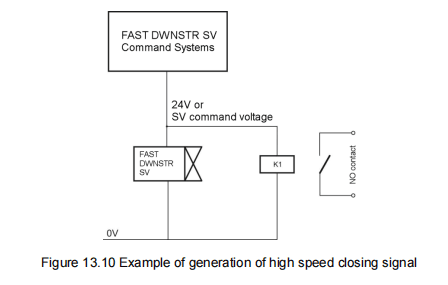
OUTPUTS
The DSP Laser system provides two output channels (A and B) for the stop of the high speed closing movement of the press.
The outputs taken from RX are at solid state and are suggested if coupled to a safety PLC.
In modules ALdc and AL2B the outputs must be realized with relay contacts without potential.
The possible sticking of the contacts must bethen avoided by the installation of a protection fuse upstream the outputs.
The command circuit of the mobile table must be redundant and monitored, that is provided with a double stop channel.
The single channel must, independently from the other, be ableto stop the dangerous movements of the table.
In case of fault, the command circuit must immediately stop the press during the dangerous closing movement or, in other cases, before the next request of intervention of the safety function or, at the latest, at the end of the operating cycle.
Moreover, the start of the new cycle must be forbidden until when thefault has been eliminated.

The outputs of DSP LASER (OSSD) must be separately connected on the single channel.
Depending on the electric characteristics, DSP LASER can directly act on the valve using the module ALdc or AL2B.
Even external relays can be used for the multiplication of the contacts.
In this case, all the relays must be force-guided, and normally open (NA) contacts must be used to stop the movements while the relevant normally closed (NC) contact must be used to check the correct operation at each cycle.
14. Commissioning
14.1. Power supply of the device
Once connected TX and RX and if present the AL module and the other signals necessary to the operation of DSP LASER system, depending on the model of RX and AL, energize the system. TX will emit laser light and, on RX, some LEDs will result on, as described in paragraphs of 12.1.
Execute the mechanical adjustment of TX and RX to collimate them and set the protection area correctly on the machine.
To execute the adjustment, act as pointed out in 13.2 Adjustment.
Be sure the two OSSDs are in state OFF.
If RX would be configured without the function of the Check of the Stop Space, the two OSSD outputs would be in state ON.
In this case stop the collimation (for example, putting an opaque object between TX and RX in the detection area).
– When the system configuration is without AL module or with AL1B, the check ispossible verifying the lacking of potential on the solid state OSSD outputs, using a tester as voltmeter in cc e measuring between 0Vcc and OSSD1 and then between 0Vcc and OSSD2.
– When the system configuration is with ALdc or AL2B, the check is possible verifying the lacking of continuity between the contacts of the OSSD outputs using for example a tester as ohmmeter and measuring first between two OSSD 1 CR clamps and then between the two OSSD 2 CR clamps.
The instrument must point out, in both cases, a value of infinite resistance corresponding to a condition of open circuit.
Connect the outputs of the two OSSD in the points foreseen by the electric circuit of the press.
14.2. Adjustment after the installation
For the first installation, the device must be adjusted. For this purpose, the test and positioning instrument is provided with DSP LASER.
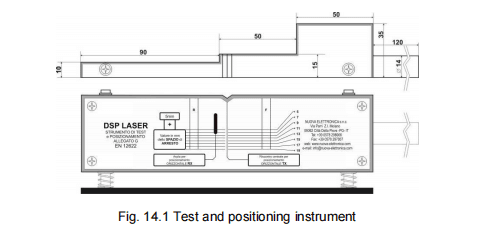
Set a low closing speed, lower than or equal to 10 mm/sec. Lay the test and positioninginstrument over the lower tool at point A (near TX) of Fig. 14.3.
Lower the upper tool untilits tip brushes against the notch present in the vertex of the groove of the upper part of the tool laid on the die, as in Fig. 14.4.
Adjust the height of TX, moving the support in vertical direction, in such a way that the LOWER EDGE OF THE LASER EMISSION coincides with the line pointing out the STOPSPACE of the machine, as in Fig. 14.4.
In this example, the lower edge of the laser emission is place on the line pointing out a stop space whose value is 13mm.
For eachmachine, the corresponding stop space must be known.
If this datum is not known, first place the lower edge of the laser emission coinciding with the line pointing out the highest value (19mm) of the STOP SPACE.
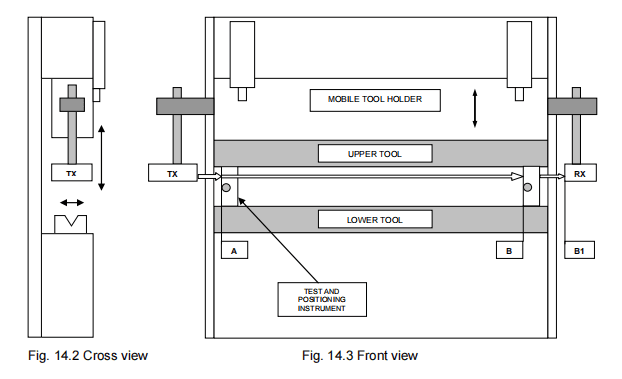
Then adjust TX along the surface (transversal to the bending surface) acting on the screws fixing TX to the support in such a way that the central vertical surface of the detection area coincides with the STOP FOR THE HORIZONTAL POSITION and the edges of thedetection area are contained within the two surfaces defined by the two vertical lines andmarked by R and F, as in Fig. 14.4. Then lock TX in this position.
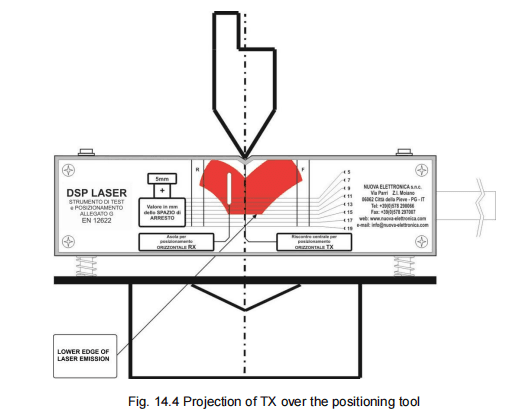
Move then the test and positioning instrument over the lower tool at point B of Fig. 14.3 or, however, near RX.
Check that the beam is yet in the previous position with respect to the positioning instrument.
If not, act on the screws, used for the adjustment of the parallelism of the TX beam with respect to the bending line pointed out by the lower edge of the punch, with the purpose to obtain, at point B, the beam position conditions as in point A of Fig. 14.3, without changing the vertical and horizontal position previously adjusted in position A.
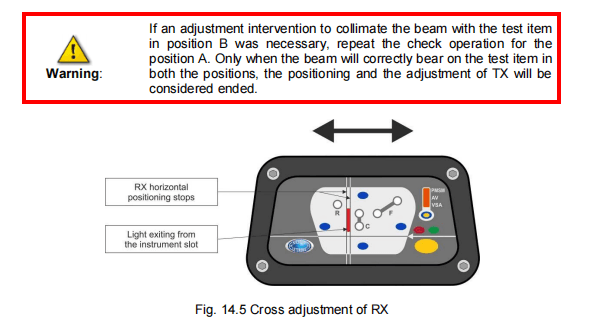
In point B1 of Fig. 14.3, you can see the front side of RX illuminated by a part of the beam exiting from the SLOT FOR RX HORIZONTAL POSITIONING.
Move RX in horizontal direction in such a way that the light is between the STOPS FORTHE RX HORIZONTAL POSITIONING, as in Fig. 14.5.
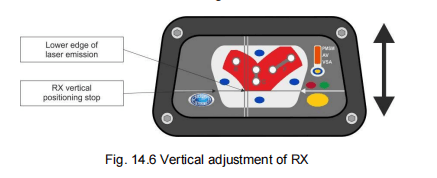
Move the instrument from the lower tool.
Move RX in vertical direction in such a way that the LOWER EDGE OF THE LASEREMISSION coincides with the STOP FOR THE RX VERTICAL POSITIONING as in Fig.14.6.
Check that the YELLOW/BLU LED turns on, as confirmation of the occurred alignment.
If not, act on the screws for the adjustment of the parallelism of RX to the bending line pointed out by the lower edge of the punch, in order to obtain the condition of turn-on of the YELLOW/BLUE LED, without changing the vertical and horizontal position previously set.
The correct installation of the supports and the mechanical adjustment of the device supposes that, at every tool change, the tool height is simply adjusted depending on theheight of the punch without any intervention by the user on the cross adjustment and the parallelism.
Check then the correct alignment first installing the upper tool with minimum height and then that with maximum height.
If the conditions for a correct adjustment would be lacking, it is necessary to check and, possibly, act on the parallelism of the supports with respect to the bending surface.
14.3. Check of the stop space
The check must be executed in the worst conditions possible, that is in the state which presumably generates the maximum stop space.
Among these, remember to install the punch with maximum weight, set the maximum closing speed and the maximum stroke.
Execute the check as described in chp. 15.4 Check of the correct positioning.
The test must be repeated at least 10 times for every machine.
Only the positive result of all the tests allows considering the press-brake suitable for the installation and use of the device.
15. Use
Here below the operations and checks to execute at every switch-on of the machine are listed.
At each work shift, it is necessary to check the correct positioning of the device as described at chp. 15.4.
15.1. Setting of PCV
For sheets with good flatness, it is generally sufficient to inhibit DSP LASER when the tip ofthe punch is at a distance from the sheet slightly greater than the safety distance (5 mm +stop space).
If the processing is interrupted, it is necessary to increase the PCV height with respect to the sheet.
The value obviously depends on the flatness of the sheet and, above all, on the time necessary to the press command system to reach the value of reduced speed, elaborate the relevant signal and inhibit the OSSD outputs. PCV then depends on the detection height of DSP LASER.

15.2. Check of the stop space
At every switch-on of the machine, and then of DSP LASER, the check of the stop space is required, so it is necessary to move the mobile table to PMSM and command the high-speed closing keeping the speed constant until the interception of the limit-switch VSA, as otherwise the device considers the check not passed and sets the OSSD outputs to stateOFF.
The check of the stop space is even required after 30 hours of continue device supply and then of switch-on of the machine.
At every switch-off the count is reset.
If the table does not stop within the foreseen space or the procedure described above is not properly executed, the control circuit of the device considers the check NOT passed.
In this condition, the high-speed closing of the press cannot be commanded any more.
The power supply must be cut in order to repeat the check and, first, the causes that have determined the failure of the check must be removed.
15.3. Adjustment after the change of the upper tool
Each time the upper tool is changed, it is necessary to adjust the devices.
Even if the height of the new installed tool remains unchanged with respect to the previous one, the correct alignment of the protection area must be verified.
For this purpose, the test and positioning instrument is provided with DSP LASER and must be kept near the machine.
Set a low closing speed, lower than or equal to 10 mm/sec.
Lay the test and positioning instrument over the lower tool near TX and lower the upper tooluntil its tip brushes against the notch present in the vertex of the groove of the upper part of the instrument laid on the die.
Adjust the height of TX, moving the support in vertical direction, in such a way that the LOWER EDGE OF THE LASER EMISSION coincides with the line relevant to the STOPSPACE of the machine (see Fig. 15.1).
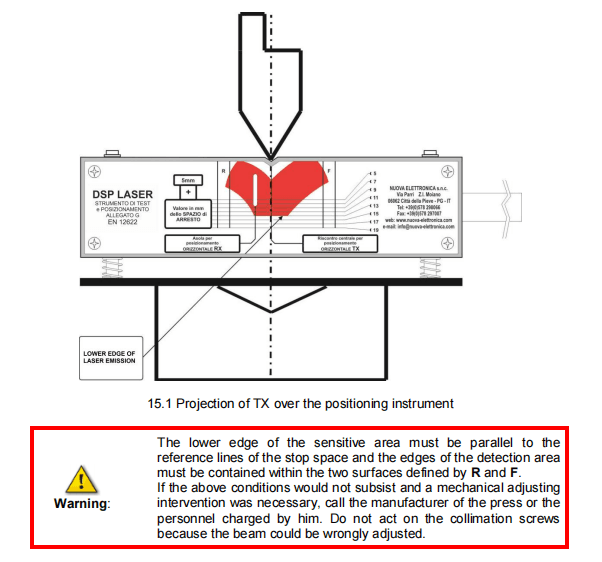
Then move the test and positioning instrument over the die under the edge of the upper tool towards RX and check that the beam is yet in the previous position with respect to the positioning instrument.
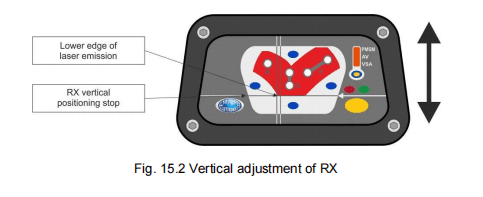
Remove the instrument from the lower tool.
Move RX in vertical direction in such a way that the LOWER EMISSION HORIZONTAL SURFACE coincides with the LINE FOR RX VERTICAL POSITIONING as in Fig. 15.2.
Check that the YELLOW/BLUE LED of RX turns on to confirm the executed alignment.

15.4. Check of the correct positioning
Check the correct positioning of TX and RX with respect to the punch by means of the test and positioning instrument.
Set and activate the operating mode 2 in such a way that the front part is in blanking and the rear one is excluded.
Lay the cylindrical part of the instrument against the lower part of the punch in such a waythat only this part intercepts the central detection field of the device (e.g., keep the fingers outside the area).
Then move the instrument along all the upper tool checking the continue interception of the field through the steady turn-on of the RED LED and the switch-off of theGREEN LED on RX.
Now lay the instrument part with thickness equal to 10 mm over the lower tool and command the fast closing of the press, standing outside the area of the dies.
In order to make the test meaningful, the speed change point must be set as close as possible to the die.
For the same reasons, the minimum thickness possible of the sheet must be set on the Numeric Control or, in alternative, a sheet with thickness equal to that set must be put between the die and the test item.
The mobile table must stop and the clearance between the tools must be greater than orequal to 15 mm, because the part of the instrument with this thickness must be able to pass between the dies.
Repeat the operation 5 times placing the test item on the left side of the press-brake nearTX and other 5 times with the test item placed on the right side near RX.
At last, place the part of the instrument with thickness equal to 35 mm over the lower tooland command the fast closing of the mobile table standing outside the dangerous area. The press must stop and the upper tool must not touch the instrument.
Repeat this test with the same modalities of the test above (5 plus 5 times).
The adjustment of the device must be considered correct only if all the specified tests are passed. Otherwise the press-brake must not be absolutely used.
15.5. Check of the Receiver LEDs
Once energized, executed the check of the stop space (if RX is equipped with it) and correctly adjusted the device, in absence of interception of the detection area we must obtain the contemporary turn-on of the YELLOW-BLUE and the GREEN LEDs.
Moreover,the BLUE LEDs, pointing out the selection of the operating mode 1, must be on.
The interception of the detection area must cause the turn-on of the RED LED and the turn-off of the YELLOW/BLUE and GREEN LEDs.

16. Maintenance
Cleaning of DSP LASER device
Check that no incrustations, impurities or humidity drops settle on the emission and detection surfaces respectively of transmitter and receiver.
In this case, use a soft and wet cloth.
17. Troubleshooting guide
| LED PMSM blinks RED LED steady on | Check of the stop space failed. Error of limitswitch PMSM. |
| LED AV blinks RED LED steady on | Check of the stop space failed. Error due to HIGH SPEED. |
| LED VSA blinks RED LED steady on | Check of the stop space failed. Error of limitswitch VSA. S.A. has become greater. |
| Turn-on in sequence of LEDs: RED, GREEN and YELLO/BLUE | DSP LASER with OSSD outputs in state OFF permanently Because operating from more than 30 consecutive hours. |
| Only RED LED on | Malfunction or absence of the synchronism signal. |
| Turn-on in sequence of BLUE LEDs: RED and YELLOW LEDs on | Malfunction on the inputs of the operating modes. |
18. Removal of the device and re-installation after repair
If DSP LASER presents a defect or a malfunction, and then must be disconnected from the machine to be repaired, act as described below (this procedure allows avoiding the disconnection of the cables, limiting the operation only to the unassembly of the component of the device to repair):
Disconnect the machine from the power grid; if present, AL module has been correctly inserted downstream the main switch (as described in the procedure of electrical connection), the device power supply will be automatically cut.
If this has not been made, disconnect the AL module; moreover, at the re-installation, the connection must be modified according to what pointed out in the relevantchapter.
Disconnect mechanically TX and RX from the machine.
- Removethe rear cover, as in Fig.18.1, both from TX and from RX, unscrewing the four screws.
Extract the 4-pole female connector from the male one welded on TX, those with 12 and 3 poles from the corresponding male ones welded on RX.
Extract even the female connector of the faston connection from the male connector anchored on the container of RX. TX and RX are separated from the machine.
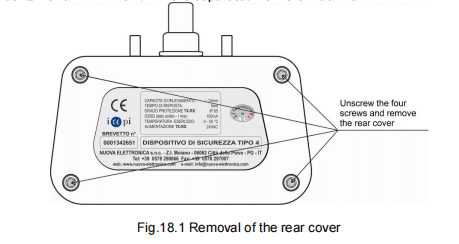
If present, disconnect electrically the AL module from the machine extracting the female connectors from the corresponding male ones welded on the printed circuit of AL.
- If present, disconnect mechanically the AL module from the DIN rail where it is housed, removing the anchoring of the rail of the spring stop, with a screwdriver of proper size.
Send the three parts to the Manufacturer, according to what described in the chapter Warranty, pointing out the detected defect.
- Before reconnecting the parts returned from the repair, be sure the machine is disconnected from the power supply.
Reconnect mechanically TX and RX to their own brackets and, if present, AL module to the DIN rail.
- Insert the female connectors of TX, RX and, if present, AL module into the corresponding male connectors.
Put the rear cover to its place and, as from Fig.18.1, both on TX and RX, screw again the four screws.
- Execute again the commissioning and test procedures described in the relevant chp.
19. Technical characteristics
ELECTRICAL DATA
- Power supply:
Voltage: Direct 24Vdc or with ALdc module; 24Vac or 230 Vac ±10% freq. 50 Hz / 60 Hz with the use of AL1B and AL2B modules:
Consumption with: Standard 10V/A – ALdc 14 V/A – AL1B 10 V/A – AL2B 14 V/A
Two solid state OSSD outputs 24Vcc 100mA. Standard or with AL1B
- Two OSSD outputs realized with force-guided relays with 1 NA contact each one. Maximum load switchable for each pair of contacts: 2 A for 24 Vac/dc.
- The outputs must be protected with fuses of the type indicated in the connection diagram.
- For inductive loads, it is necessary to install an arc switch-off device in parallel to the load.
- Clamps extractable on TX, RX and AL for cables up to 0,75 mm2. Cable section area suggested: TX 4×0,75 RX 16×0,22.
OPTICAL DATA
- Laserlight source visible 650 nm · Beam divergence: < 0,2 mrad · Laser classification: class 1 M
- Dimensionsof laser beam at TX output:
Complex geometrical figure contained in a rectangle area 48mm X 24 mm
- Maximumoperating distance in standard atmosphere and absolute absence of fine dust: 15 m
- Operating distance suggested: 0,5 ÷ 8 metres in normal industrial environment
GENERAL DATA
- Feedback time: 5 ms with AL1B; 15ms with AL2B and ALdc· Detection capacity of the central and front area: >14mm· Protection level of the cases: Transmitter and Receiver: IP 65 – AL: IP 20 · Operating temperature: from 0°C a 50°C
- Material ofthe containers:
TX and RX: painted aluminium, PVC reinforced with glass fibres, polycarbonate AL: NORLY UL94 V-0
- Dimensions:
TX and RX(fairlead and cable excluded): 192 mm x 128 mm x 81 mm AL1B and AL2B: 88mm x 87mm x 53mm
Mass
TX (with fairlead but cable ext.): about 1250 gRX (with fairlead but cable ext.): about 1150 gAL1B: about 420 g AL2B: about 455 g
- Maximumstandard length of the connection cable of TX and RX to the electrical board: 20m