
Kvara S630-S640-S650 Touch Numerical Control for Press BrakeOperator’s guide
Product : S630-S640-S650
SUMMARY
Notes…………………………………………………………………………………………………………………………………………………p.1-11
1.MACHINE SETUP……..…………………………………………………………………..12
1.1 Ram reference …………………………………………………………………………………………………………………………. 12
1.2 Back-gauges axes reference ……………………………………………………………………………………………………. 12
2.PUNCHES AND DIES SETUP……………………………………………………………………….13
2.1 Punches and Dies List…………………………………………………………………………………………………………..13-18
2.1.1 How to enter a new punch ……………………………………………………………………………………………………….18-20
2.1.2 Punches to draw…………………………………………………………………………………………………………………….20-24
2.1.3 Pre-set punches……………………………………………………………………………………………………………………..25-26
2.2 How to enter a new die …………………………………………………………………………………………………………26-27
2.2.1 Dies to draw ………………………………………………………………………………………………………………………….28-34
2.2.2 Pre-set dies ………………………………………………………………………………………………………………………………. 35
3.PROGRAMMING………………………………………………………………………………………… 36
3.1 List of programs…………………………………………………………………………………………………………………….36-40
3.2 Entering a numeric program …………………………………………………………………………………………………..41-50
3.3 Entering a graphic program (Optional in the S630 model)………………………………………………………..51-59
3.4 Automatic calculation of the bending sequence (Optional in the S630 and S640 models)………….60-62
3.5 Manual calculation of the bending sequence …………………………………………………………………………..63-65
3.6 How to bend a box …………………………………………………………………………………………………………………….. 65
3.7 Work data………………………………………………………………………………………………………………………………….. 65
3.8 Execution of a program in automatic mode……………………………………………………………………………..66-72
3.9 Using a database (Optional in all the models)……………………………………………………………………………… 72
3.9.1General information about the Database……………………………………………………………………………………..72-73
3.9.2Example of a database……………………………………………………………………………………………………………..73-74
3.9.3How to use the Kvara Database…………………………………………………………………………………………………74-76
3.9.4Operations in the tables ……………………………………………………………………………………………………………76-79
3.9.5Operating on databases……………………………………………………………………………………………………………79-81
3.9.6Acquiring correction values ……………………………………………………………………………………………………….82-83
3.9.7Using the correction values…………………………………………………………………………………………………………… 84
3.9.8 Materials table…………………………………………………………………………………………………………………………85-86
3.10 Dutch Folding/Coining coefficient …………………………………………………………………………………………..87-88
3.11 Corrections in semiautomatic mode ……………………………………………………………………………………….88-91
3.12 Selection of the DIN formula to calculate the stretch.……………………………………………………..91-92
4. BEND PROGRAMMING AND MANAGEMENT…..……………………………………93
4.1 Bend Summary page………………………………………………………………………………………………………………….. 93
4.1.1 How to enter the bend summary page………………………………………………………………………………………..93-94
4.1.2 How to use the Bend Summary page ………. …………………………………………………………………………….. 95
4.1.3 How to create a new program.……..………………………………………………………………………….96-97
4.2 “User parameters” page …………………………………………………………………………………………………………….. 98
4.2.1CORRECTIONS TO AXIS REFERENCE parameters………………………………………………………………….99-102
4.2.2 Other Parameters……………………………………………………………………………………………………………….. 103-106
4.3 General Data…………………………………………………………………………………………………………………………… 107
4.3.1 How to enter the new “General Data” page…………………………………………………………………………….. 107-108
4.3.2 How to make corrections to the bend program………………………………………………………………………………. 109
4.4 “Metal-working Machine” function……………………………………………………………………………………………. 110
4.4.1 How to enable the “Metal-working Machine” function……………………………………………………………………… 110
4.4.2 “New Bend” function ……………………………………………………………………………………………………………. 110-111
4.4.3 Forced Dutch Folding bend………………………………………………………………………………………………………… 111
4.5 Last Bend………………………………………………………………………………………………………………………………… 111
4.6 “Machine functions” page …………………………………………………………………………………………………… 112-113
4.7 Saving the program……………………………………………………………………………………………………………. 114-116
4.8 “Tooling ” page………………………………………………………………………………………………………………………… 117
4.9 Other Menu pages ……………………………………………………………………………………………………………………. 118
4.10 Remote selection of the program…………………………………………………………………………………118
5.INTEGRATED CAD…………………………..…………………………………………..119
5.1 Drawing function……………………………………………………………………………………………………………………… 119
5.2 Polar setting of the drawing data………………………………………………………………………………………… 119-120
5.2.1 Cartesian setting of the drawing data …………………………………………………………………………………….. 120-121
5.2.2General data …………………………………………………………………………………………………………………………….. 121
5.3 Drawing page…………………………………………………………………………………………………………………………… 122
5.4 Entering the drawing data ………………………………………………………………………………………………………… 123
5.4.1 How to enter a drawing format………………………………………………………………………………………………. 123-127
5.4.2How to use the Cartesian format………………………………………………………………………………………………….. 128
6.DESCRIPTION OF THE PROGRAM DATA…………..………………….…………..129
6.1 Header section…………………………………………………………………………………………………………………………. 129
6.2 Supplementary information not settable by userinterface ………………………………………………………….. 130
6.3 Piece Information …………………………………………………………………………………………………………………….. 131
6.4 General data section………………………………………………………………………………………………………….. 132-134
6.5 Axis and angle data section……………………………………………………………………………………………….. 135-140
6.6 Work data section ……………………………………………………………………………………………………………… 141-143
7.OPTIONS………………………………………………….……………….……………..144
Notes
General information
The information contained in this document is only applicable to the product indicated onthe cover page.
It may happen that not all the functions that can be performed by the product aredescribed in this document; in this case Esautomotion is not obliged to
guarantee thesefunctions or conserve them in future versions.
Scope
The scope of this document is to help the operator if the product described on the coverpage.
Users
This document contains information for the:
– Machine operator with no basic computer knowledge
Use
The document is divided into chapters that describe the most common control functions.
Reporting problems
Should any problems arise during consultation of this document please contactEsautomotion.
Explanation of the symbols
There may be graphic symbols alongside the text. These are used to highlight particularly
relevant information.
Attention
This symbol is used when failure to observe the appropriate precautions could cause slight damage to property or injury to persons.
Danger
This symbol is used when failure to observe the appropriate precautions or the
performing of incorrect manoeuvres could cause serious damage to
property or injury to persons.
Important
This symbol is used in the document to indicate the presence of particularly
important information. It means that it is essential to read and fully understand
this section of the document.
Options
This symbol is used to indicate sections of the document that describe
functions or components that can be optional. The use of optional functions
must be agreed upon with the machine manufacturer and are not for free.
Manufacturer
This symbol is used to indicate sections of the document reserved for the machine manufacturer.
Passwords
This symbol is used to indicate sections of the document that describe
functions with access controlled by software access passwords.
Printing conventions
To facilitate the identification of the information in this document, use is made of specialprinting conventions as illustrated below.
Video
The following conventions are used:
– The names of the screen-printed button are highlighted in bold print and enclosed in square brackets.
– [Ok]. Identifies the button bearing the word Ok.
– References to the fields and/or messages on the video are displayed in bold print italics.
– The specific text that has to be entered by the user is underscored.
Text
The following agreements are used:
– Italics are used to highlight specialist terms.
– Bold print is used to highlight particularly important words.
Glossary
CNC
The abbreviation of Computerised Numerical Control which indicates the apparatusgoverning the machine, that is, the electronic device via which the work
cycles areprogrammed, the axes are moved, etc…
It corresponds to one of the devices, the operation of which is described in this manual.
SSD
Solid State Disk, also known as Flash Hard Disk, is a data saving device without anycomponents in movement, therefore particularly suited to industrial environments.
Menu selection
To select the contextual menu of the page you must press Menu one times. Pressing Menu two times this selection list will appear:
0>> Editor
1>> Axis Parameters
2>> Configuration
3>> Diagnose
4>> User Parameters
5>> Shut Down
6>> Version
7>> Logo

Menu

Previous

Next

Save on the USB external memory

Delete

Program List

Punches and Dies List

Corrections

“Save to” or “Load from” the internal disk

Settings

Manual

Semiautomatic

Automatic

Stop

Start

Sub Menu
Buttons for manual handling operations
TOUCH ENVIROMENT
The new interface of the NC Kvara S630-S640 and S650 Touch born with a new interactive graphics on which everyfunction is achieved at the touch of your finger. This not only because Esautomotion S.r.l. aligns well to the features mostcurrent PC environment but also want to speed up and facilitate the work of its end user.
Soft Keyboard
Whenever you have to set some data in the input fields, just type on the screen to edit the data directly with your fingerand immediately you will see the Soft Keyboard as shown in the Figure a).
The Soft Keyboard is a virtual keyboard and interactive that has all the functionality of a PC keyboard but with theadvantage that being in touch environment, allows the user to have the keyboard directly on the screen so without losingthe visual changes and / or entries made to their work, thus speeding up all the useful operations.
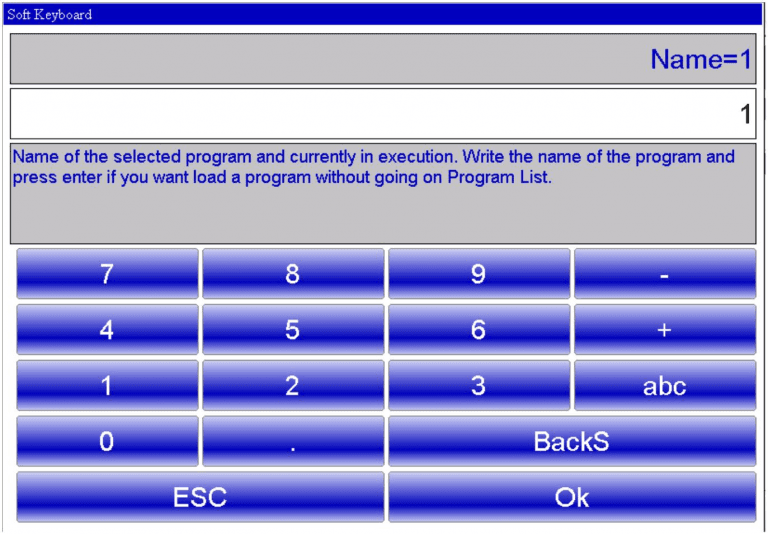
Figure a) Soft Keyboard Numbers

means Delete

means Confirm – ENTER
When you confirm an inserted data, the Soft Keyboard closes
– pressing “abc” will appear in the literary characters to nominate programs, tools or to set data:
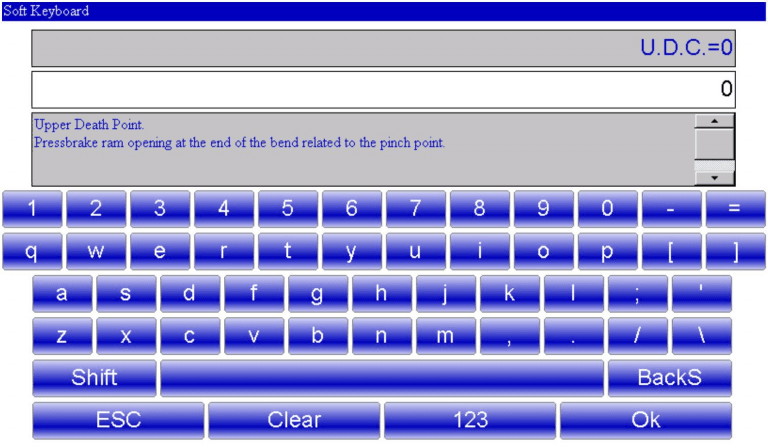
Figure b) Soft Keyboard the literary characters
Characteristic of Document
Limitations
The reproduction, transmission and use of this document and its contents are prohibitedwithout express written consent of Esautomotion. All rights reserved.
Any changes to this document (in either electronic or printed form), even if authorised,shall invalidate the warranties specified hereunder.
Warranties
It is possible for the product to offer types of performance not described in this document.Esautomotion does not undertake to conserve these functions in
the new versions of theproduct or to guarantee assistance for the same. It has been verified that the contents ofthis document comply with the product
described. Nevertheless, there may be somediscrepancies. As a result, Esautomotion cannot guarantee full compliance andcompleteness of the contents.
The information contained in this document is revised from time to time and whennecessary, a new version is issued.
This document has been drafted in partial compliance with the ANSI/IEEE standard 1063- 1987 “IEEE Standard for software User Documentation”.
Editions
This document is subject to changes without notice. The changes may entail a re-editionor a revision of the document. The reedition implies complete
replacement of thedocument.
The revision entails the replacement/addition/elimination of pages of the document.
Evolution of Document
The following table contains the documented list of editions of this document:
Evolution
| 01/07/2015 | July |
Change management
1 Machine Setup
Operations to execute after powering
It is obligatory reference the ram in order to access the automatic phase and execute a work program.
The reference of the back-gauges axes is optional. It is advisable to reference them if there are doubts about the
correctness of the current back-gauges axes targets. The current targets may not be correct if an axis is moved manually
when the numeric control is off.
1.1 Ram reference
Comply with the following procedure to reference the ram:
– press Manual.
– if the ram is up, press the down pedal to move it down below the zero marks.
– press the up pedal; this operation will activate manual re-ascent if the machine has been reset.
The ram will move upwards until it meets both the zero marks of the optic linear scales of the two cylinders where reference takes place. It will now be possible to execute a program in automatic mode.
To repeat the reference procedure without turning off the NC:
– press [Repeat Reference];
– press the re-ascent pedal.
1.2 Back-gauges axes reference
To reference the back-gauge it is necessary to follow the steps below:
– press Manual.
– press Start.
The back-gauges axes move towards the reference limit switch. Once the limit switch has been touched, they will reverse their direction and, after having released the limit switch, they will reference to the first zero mark of the encoder.
2 Punches and Dies Setup
2.1 Punches and Dies List
Comply with the following procedure to access the tools list:
– press Punches and Dies List; to display the list of punches or list of dies
– if the list of dies appears, press again to display the punches, or vice versa.
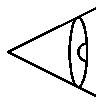
The following window will appear in the case of punches:
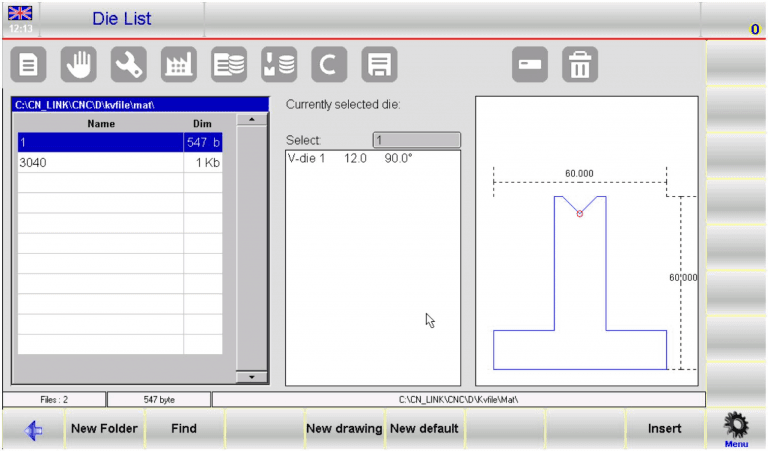
Figure 2 Dies list
The window on the left is the die list window.
The central boxes give the data of the die to which the cursor has set (in the list).
The window on the right gives a preview of the die to which the cursor has set.
When the available tools are many for a fast choice can be used the scroll bar .
The function buttons have the following meanings:
– [New Folder] to create a new folder where save the tools
– [Find] to find a tool from the punch or from the die list
– [New Drawing] to completely draw the punch or the die
– [New Type 1] to use a type 1 pre-set punch or [New default] to draw a pre-set die
– [New Type 2] to use a type 2 pre-set punch
– [New Type 3] to use a type 3 pre-set punch
– [New Type 4] to use a type 4 pre-set punch (round punch)
– [Insert] to insert the punch or the die selected in the work program or in the selected bend
How to display the preview
Allows you to display the tool preview (to make it easier to identify). The preview function is normally enabled, but can be disabled if not required. Comply with the procedure below:
– press the Menu button to access the menu
– select the 4>> Preview item
– the preview item is disabled.
Repeat the operation to re-enable the item again.
How to copy a punch or die
This allows you to create a copy of a tool with another name so that it can then be modified. Select the tool you wish tocopy with a finger and then comply
with the procedure below:
– press the Menu button to access the menu
– select the 0>> Copy item
– this accesses a window where the tool name must be entered.
After the name has been entered, select the [Ok] button.
How to rename a punch or die
Allows you to change the name of a tool. Select the tool you wish to rename with a finger and comply with the procedure below:
– press the button to access the menu
– select the 1>> Rename item
– this accesses a window where the new tool name must be entered
After the name has been entered, select the [Ok] button.
How to erase a punch or die
Allows you to eliminate a tool. Select the tool you wish to eliminate, selecting it with a finger, and comply with the procedure below:
– press the Delete button
– press [Ok]
– the selected tool will be erased.
Save all tools on USB
Allows you to save all the tools on USB so that they can then be transferred to another numeric control (useful when must be created backup copies). Comply with the procedure below:
– insert into the USB port and a USB device formatted with enough space to hold the tools.
– press the Menu button to access the menu
– select the 2>> Save Tools
– All the tools (dies and punches) will be saved on USB.
Erase all tools
Used to erase all the tools. Comply with the procedure below:
– press the Menu button to access the menu
– select the 3>> Delete Tools item.
All the tools will be Deleted selecting the [Yes] button.
Tools list on USB device
Used to display the list of tools USB device. The possible operations are the same as the tool list, then you can copy, rename, delete all tools present on the USB device. Select the list punches and dies and perform the following steps:
– insert into the USB port a device containing tools (created by kvara S630-S640 or S560 Touch)
– press the Delete button.
– the list of punches or dies on USB will be displayed
– proceed with the required operation.
How to save all tools from USB to NC
Allows you to save the tools from an USB external memory to the internal NC disk, so that they can be downloaded from another numeric control. Comply with the following procedure:
– insert into the USB port a device containing tools
– press the Delete button
– list is displayed punches and dies of the USB device
– press the Menu button to access the menu
– select the 2>> Save tools item.
All the tools (dies and punches) will be saved from the USB external memory to the internal NC disk.
2.1.1 How to enter a new punch
Comply with the following procedure to enter a new punch:
– press the button ; the list of punches or list of dies will appear
– If you see the dies list press again the button.
Select the desired type of punch. The punch can either be completely drawn or three types of pre-set punches with fixedmeasurements can be used. These measurements are varied in order to rescale and re-design the punch.
The following types of pre-set punch are available:
Figure 3 Types of pre-set punch
It is advisable to use pre-set punches if the punch to be entered is similar to one of the proposed types (taken from thecatalogues), since the drawing will be less difficult.
The punch must be completely drawn if it is not within the pre-set punch categories.
Note
Remember that the punch drawing is used to make anti-collision checks for the graphically designed work pieces, whilethe bending depth calculation is developed according to the punch dimension data. If there are difficulties in completely drawing a punch, the problem can be obviated by using a type of pre-set punch and attempting to adapt it to the realshape as much as possible by means of the pre-defined data.
– press
– [New Drawing] to completely design the punch;
– [New Type 1] to use a pre-set punch type 1;
– [New Type 2] to use a pre-set punch type 2;
– [New Type 3] to use a pre-set punch type 3.
– [New Type 4] to use a type 4 pre-set punch (round punch).
A window will be opened requesting entry of the punch dimensions:
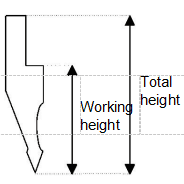
Figure 4 Punch dimensions
Enter the total height and working height as indicated in the figure.
Access to the drawing page
Access the drawing page once the punch dimensions have been entered and the type of punch selected. The drawingpage changes, depending on the type of
punch selected:
– select the [Ok] button.
2.1.2 Punches to draw
The punches to draw page is obtained by means of the drawing function (see relative chapter of this manual).
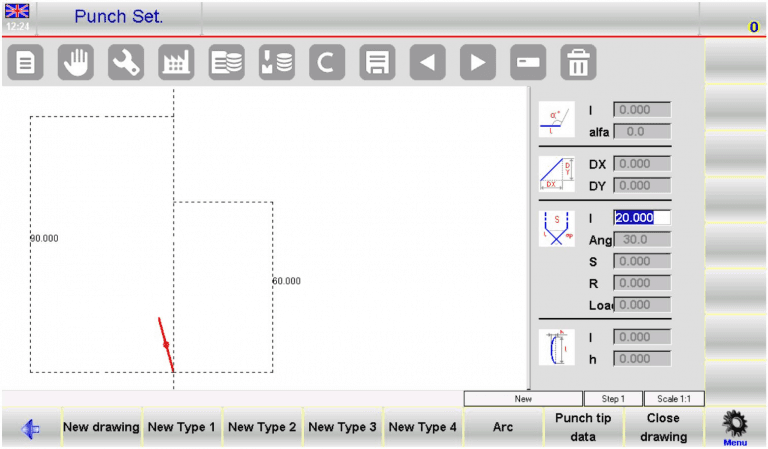
Figure 5 Punch drawing page
The left-hand window is the drawing window.
The four right-hand windows are drawing data entry windows and respectively represent:
– The polar drawing data
– The Cartesian drawing data
– The vertex drawing data
– The arc drawing data
Drawing conventions
The punch must be drawn in an anticlockwise direction, remembering that the back-gauges are on the right-hand side ofthe punch itself.
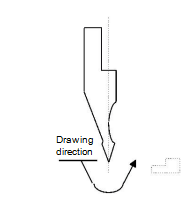
Figure 6 Punch drawing direction
Vertex entry
The tip must be defined in order to use the punch drawing. When the drawing is started, the marked line represents oneof the two sides of the tip. Proceed in
the following way to define the tip:
– enter the length “lp” , touching with a finger on the field;
– press [Ok];
– Enter the tip angle (ang. angle) , touching with a finger on the field;
– press [Ok];
– Enter the tip chamfer if the tip is flat, touching with a finger on the field (S data item, normally is 0)
– press [Ok];
– enter the tip radius (R data item), touching with a finger on the field;
– press [Ok];
– enter the punch load (maximum tons for meter) , touching with a finger on the field;
– press [Ok].
The tip will be drawn and the next length will be automatically drawn with a default length of 20 mm.
How to do the drawing
Supposing that the following punch must be drawn (figure 7):
The cursor is in Field “lp” of the data entry window of the drawn tip data:
– enter the tip data as previously described
– enter the length of the second side of the tip (length l1)
– press [Ok]: the cursor will set to the alpha field
– with a finger select the alpha field: the soft keyboard appears on the screen. Pressing the button the next length will be drawn in automatic mode.
– press [Arc]
– enter the length corresponding to the length l2 in the field “l”, touching with a finger on the field
– press [Ok]
– enter the depth corresponding of the value p1 in the Field “h”, touching with a finger on the field
– press [Ok]
– enter the length corresponding to the length l3 in the Field “l”
– press [Ok]: the cursor will move to the alpha Field where the angle is entered in relation to the next length
– enter value 90.0 in the alpha field, touching with a finger on the field
– press [Ok]: the next length will be drawn in automatic mode. The length to which the data refer will be marked, the cursor will move to the field “l” where the length can be entered. The punch drawing will form by continuing to alternatively enter the lengths and angles. More the entered measurements and angles correspond to reality, more the drawing will be correct.
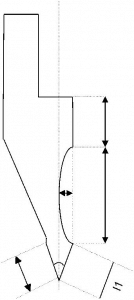
Figure 7 Example of punch drawing
Graphic helps
In relation to sections whose measurements may cause difficulties, the operator can use graphic helps allowing the angle value to be varied by ± 1° and the length to be varied by ± 1mm each time. This achieves a visual correspondence between the drawing and the real punch. To enable this feature, only valid for settings punches:
– press the Menu button to access the menu
– select the 3>> DYNAMIC
The angle value is increased by 1° by pressing the right arrow and is diminished by one degree at a time by pressing the left arrow. The length value is increased by pressing the up arrow and decreased by pressing the down arrow.
Drawing curved sections
As shown in the example, the drawing function can be used to draw curved sections. Press the [Arc] key and the cursor will move to the arc data entry window.
Enter length “l2 and depth “h” of the arc and the curve corresponding to the entered data will be automatically plotted.
Entered data correction
Incorrect entries may be made during drawing entry.
Is it possible correct these entries moving amongst the various drawn with the Previous and Next buttons and by modifying the values of the fields.
– use the Previous button to switch to the immediately previous entry field and then alternatively pass to a length entry field “l” and an angle entry field “alpha”.
– The Next button immediately passes to the next length and, thus, always to the length entry Field “l”Menu
Saving the drawing
At the end of the drawing, press the “Save to” or “Load from” the internal disk button to save it in the internal memory. Enter the name of the punch in thewindow that appears, touching with a finger on the field.
After the name has been entered, select the [Ok] button.
Tolerated name characters
The entered name can be formed by a combination of numbers and letters (e.g. can be used the code of the punch ofthe catalogue).
2.1.3 Pre-set punches
The pre-set punch page is presented in the form of a pre-drawn punch along with a series of data that characterize theshape of that punch
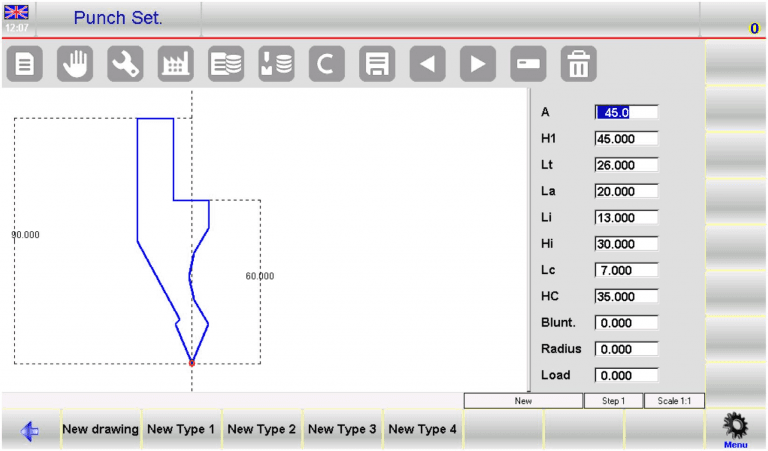
Figure 8 pre-set punch
By modifying any one of the values and pressing [Ok], the drawing will be retraced by taking the modified value into account.
Saving the drawing
At the end of the drawing, press the Save button to save it in the internal memory. Enter the name of the punch in thewindow that appears, touching with a finger on the field.
After having entered the name, select the [Ok] button.
Tolerated name characters
The entered name can be formed by a combination of numbers and letters (e.g. can be used the code of the punch ofthe catalogue).
2.2 How to enter a new die
Comply with the following procedure to enter a new die:
– Press the Punches and Dies List button; the list of punches or list of dies will appear.
– If the list of punches appears, press button again.
– select the required type of die. The die can be completely drawn or the pre-set die with fixed dimensions can be used. These measurements can be varied in order to rescale and redrawn the die:
It is advisable to use pre-set dies if the die to be entered is similar to one of the proposed types (both square and overturned T dies can be drawn), since the drawing will be less difficult.
The die must be completely drawn if it is not within the pre-set die categories, if is a die with several V-die, if is a squareV-die or a dutch folding die.
Note
Remember that the die drawing is used to make anti-collision checks for the graphically designed work pieces, while thebending depth calculation is developed according to the die dimension data. If there are difficulties in completely drawinga die, the problem can be obviated by using a type of pre-set die and attempting to adapt it to the real shape as much aspossible by means of the pre-defined data:
press:
– [New drawing] to completely design the die;
– [New default] to use the data of the pre-set die.
A window will be opened requesting entry of the die dimensions:
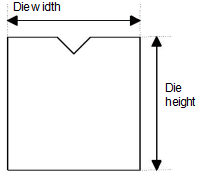
Figure 10 Die dimensions
Enter the die width and the die height as indicated in Figure 10 selecting with a finger the fields “width” and “hight”.
Access to the drawing page
Access at the drawing page once the die dimensions have been entered and the type of die selected. The drawing pagechanges, depending on the type of
die selected:
Select the [Ok] button.
2.2.1 Dies to draw
The dies to draw page is obtained by means of the drawing function (see relative chapter in the operator manual).
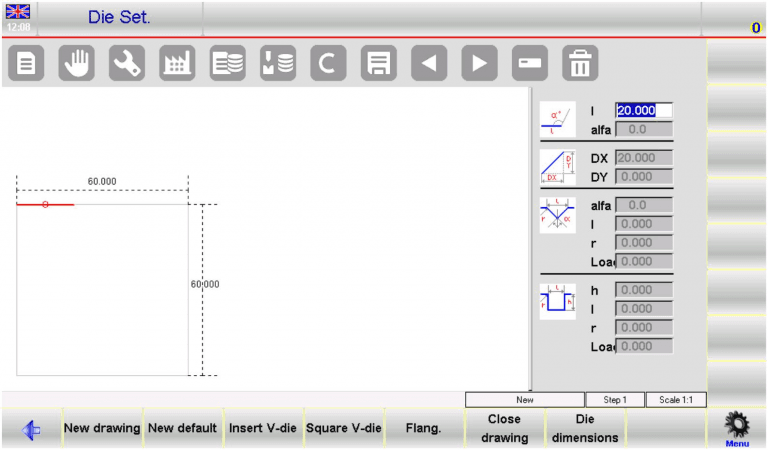
Figure 11 Die drawing page
The left-hand window is the drawing window.
The four right-hand windows are drawing data entry windows and respectively represent:
1) The polar drawing data;
2) The Cartesian drawing data;
3) The V-die drawing data;
4) The square die drawing data.
Drawing conventions
The die must be drawn in a clockwise direction, remembering that the back-gauges are on the right-hand side of the die.
Drawing direction
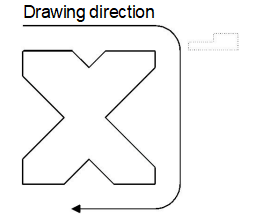
Figure 12 Die drawing direction
The marked line represents the line initially proposed in the drawing page.
How to do the drawing
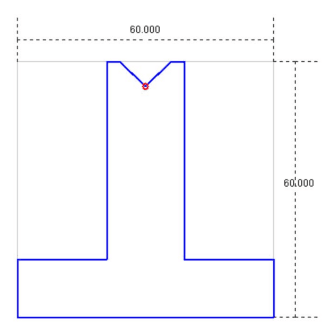
Supposing that the following die must be drawn:
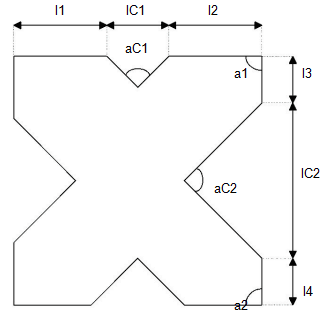
Figure 13 Example of a die to be drawn
The cursor is in Field 1 of the polar drawing data entry window:
– enter the length corresponding to the length l1 in the field “l”, touching with a finger on the field;
– press [Ok]: the cursor will set to the α Field where the angle is entered in relation to the next section. Now define the first V-die of the die.
V-die entry
Comply with the following procedure:
– press [Insert V-die]; the data entry window will automatically switch to the V-die data where it is necessary to:
– enter the V-die angle (angle aC1), touching with a finger on the field;
– press [Ok];
– enter the width “l” of the V-die (lC1 length), touching with a finger on the field ;
– press [Ok];
– enter radius R of the V-die, touching with a finger on the field;
– press [Ok];
– enter the V-die load (maximum tons for meter), touching with a finger on the field;
– press [Ok]; the V-die will be drawn and the next length automatically entered. The cursor will return to the polar data entry window;
– enter the length corresponding to section l2 in field “l”, touching with a finger on the field;
– press [Ok];
– enter the value of angle a1, touching with a finger on the field;
– press [Ok]; the next length will be drawn in automatic mode. The length to which the data refer will be marked, the cursor will move to the field “l”;
– enter the length corresponding to the length l3 in the field “l”, touching with a finger on the field;
– press [Ok]; the cursor will move to the α field where the angle is entered in relation to the next lenght.
The second V-die must now be defined:
– press [Insert V-die]; the data entry window will automatically switch to the V-die data where it is necessary to:
– enter the V-die angle (angle aC2), touching with a finger on the field;
– press [Ok];
– enter length “l” of the V-die (section lC2), touching with a finger on the field;
– press [Ok];
– enter the V-die radius R, touching with a finger on the field;
– press [Ok];
– enter the V-die load (maximum tons for meter), touching with a finger on the field;
– press [Ok]; the V-die will be drawn and the next length automatically entered. The cursor will return to the polar data entry window;
– enter the length corresponding to the length l4 in the field “l”, touching with a finger on the field;
– press [Ok];
– enter the value of the angle a2, touching with a finger on the field;
– press [Ok].
The die drawing will form by continuing to alternatively enter the lengths and angles. More the entered measurementsand angles correspond to reality, more the drawing will be correct.
Entered data correction
Incorrect entries may be made during drawing entry.
Is it possible correct these entries moving amongst the various drawn with the Previous and Next buttons and by modifying the values of the fields.
– use the Previous button to switch to the immediately previous entry field and then alternatively pass to a length entry field “l” and an angle entry field “alpha”.
– The Start button immediately passes to the next length and, thus, always to the length entry Field “l”
Square V-die entry
The die drawing page can be used to enter square V-die. To enter one of these, execute the following operations when on angle entry Field α of the length prior to the V-die:
– press [Square V-die].
This accesses the square V-die data entry window.
– enter the depth “h” of the V-die, touching with a finger on the field;
– press [Ok];
– enter the width “l” of the V-die, touching with a finger on the field;
– press [Ok];
– enter radius “r” of the V-die, touching with a finger on the field;
– press [Ok];
– enter the V-die “load” (maximum tons for meter) , touching with a finger on the field;
– press [Ok]; the square V-die will be drawn with the entered data. The cursor will return to the polar data description window in order to describe the next die length.
Square V-die conventions
If a square V-die has been entered, the minimum bend angle that can be made is the angle corresponding to a V-die of the entered width and depth.
Dutch folding V-die entry (hemming V-die)
The die drawing page can be used to enter Dutch folding V-die. To define one of these, it is necessary to indicate which are the lengths that determine the die closing by their movement and then draw a length squashed on both sides.
– draw the profile of the open die with the recess of the flattening part;
– move the selection to the line to be defined like Dutch folding (vertical length);
– press [Flang.].
– the line defined as the flattening part will appear hatched on the drawing.
The following figure shows an example of the bending Dutch folding die.
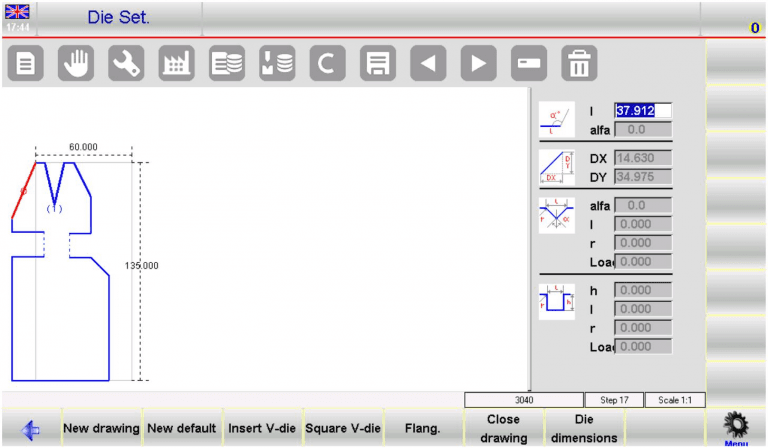
Figure 14 Drawing of the Dutch folding die
How to enter Dutch folding pneumatic die
The die drawing page can be used to enter Dutch folding pneumatics dies.
To define one, two flattening 0.001 mm length lines must be indicated on both sides of the die.
– draw the profile of the open die with the recess of the flattening part, but enter 0.001 mm for the flattening lines (as though the die were closed);
– move the selection to the line to be defined like Dutch folding (vertical length);
– press [Flang.];
– the line defined as the flattening part will appear hatched in the drawing;
– once the die has been drawn, press [Die dimensions] and digitize 1 in the “Pneumatic (1=yes 0=no) ” field;
– select the [Ok] button;
-from this moment onwards, function 2 will be automatically enabled on the Dutch Folding bends. When the bend is flattened with a pneumatic die, the die will open and will then drop in the fast mode with the ram: the tools could touch each other during the ram fast down phase (something to be avoided). For this reason the ram must change speed first (at a higher target). To do this is needed to change the “mute-point” of the bend, consulting this documentation at the chapter “6.6 Work data section”.
Entry of the pneumatic flattening die support
If the press has a pneumatic flattening die support, the relative data can be entered in the General Parameters Configuration page (refer to the machine parameters manual). Once the data have been entered, flattened bends canalso be obtained in the graphic mode using standard dies without having to draw particular dies with bending-flatteningfunctions.
Saving the drawing
At the end of the drawing, press the button to save it in the internal memory.
Enter the name of the die in the window that appears.
After the name has been entered, select the [Ok] button.
Tolerated name characters
The entered name can be formed by a combination of numbers and letters (e.g. can be used the code of the die of the catalogue).
2.2.2 Pre-set dies
The pre-set die page is presented in the form of a pre-drawn die along with a series of data that characterize the shapeof that die.
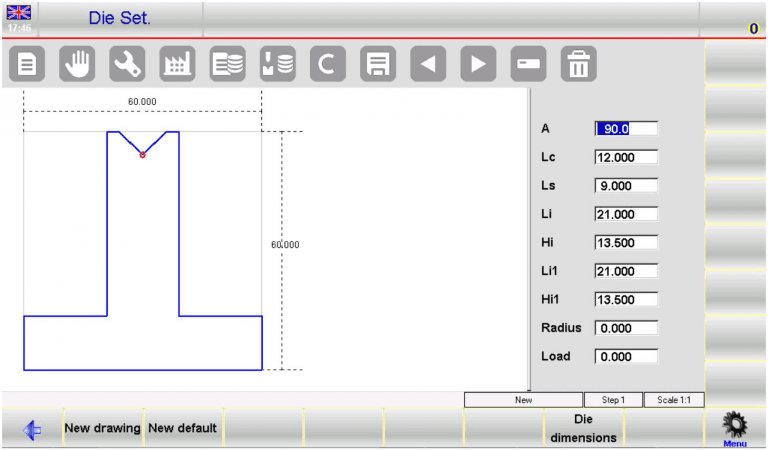
Figure 15 Pre-set die
By modifying any one of the values and pressing [Ok], the drawing will be re-plotted by taking the modified value into account.
Saving the drawing
At the end of the drawing, press the button to save it in the internal memory.
Enter the name of the die in the window that appears, touching with a finger on the field.
After the name has been entered, select the [Ok] button.
3 Programming
3.1 List of programs
To enter the list of programs it is necessary to follow the steps below:
– press .
– the following window will appear:
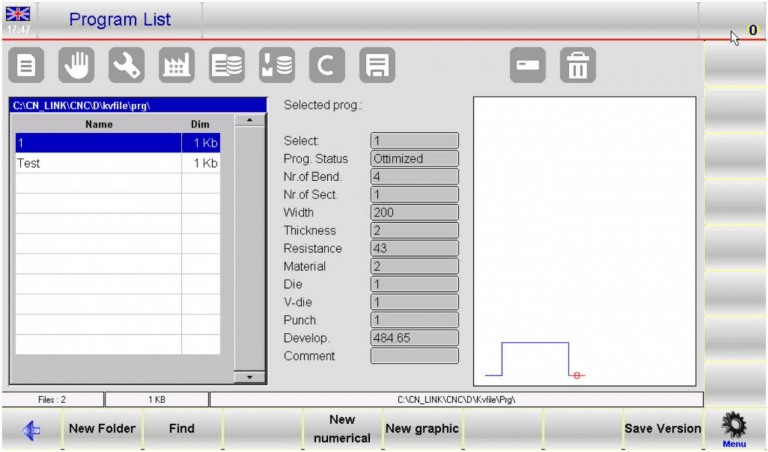
Figure 16 List of programs
The window on the left is the program list.
The central boxes contain the program data on which the cursor is positioned (on the list).The window on the right shows a preview of the program on which the cursor is found.
To scroll down the programs available on the list just use the scroll bar.The function keys displayed have the following meanings:
– [New Folder] to create a new folder where save the programs.
– [Find] to find a program in the list window.
– [New Numerical] to set a new numeric program.
– [New Graphic] to set a new graphic program.
– [Save Version] to save the programs in a previous version.
How to view the Preview
This allows you to see the preview of the program (if the program is graphic). The preview is normally enabled but ifdesired you can also disable it by following the steps below:
– press the Menu button to open the menu.
– select the item 4>> Preview .
– the window preview window will be disabled.
– to re-enable it just repeat the steps above.
How to copy a program
This allows you to create a copy of a program with another name so that you can change it. Move onto the program you wish to copy selecting it with a finger and follow the steps below:
– press the Menu button to open the menu.
– select the item 0>> Copy .
– a window will open in which it will be necessary to enter the name of the program, touching with a finger on the field.
– after entering the name, move onto the [Ok] button.
Renaming a program
This allows you to change the name of program. Move onto the program you wish to rename selecting it with a finger andfollow the steps below:
– press the Menu button to open the menu.
– select the item 1>> Rename.
– a window will open in which it will be necessary to enter the new name of the program.
– after having entered the name move onto the [Ok] button.
Saving a program
This allows you to save a program on the USB device in order to then transfer it to another control (also useful forcreating backup copies). Move onto the program you wish to save selecting it with a finger and follow the steps below:
– press the Save button.
– the program selected will be saved on the USB device.
Deleting a program
This allows you to delete a program. Move onto the program you wish to delete selecting it with a finger and follow the steps below:
– press the Delete button.
– press the [Yes] button.
– the selected program will be deleted.
Saving all the programs on the USB device
This allows you to save the programs on the USB device in order to then transfer them to another control (this alsoallows you to create backup copies). Follow
the steps below:
Insert a fat32 USB formatted device with enough space for containing the programs into the USB port:
– press the Menu button to open the menu.
– select the item 2>> Save programs .
– All the programs will be saved on the USB device.
Deleting all the programs
This allows you to delete all the programs. Follow the steps below:
– press the Menu button to open the menu.
– select the item 3>> Delete programs .
– All the programs will be deleted (you will be asked the confirm).
Programs list on the USB device
This allows you to view the program list on the USB device. The possible operations are the same as for the tool listtherefore it is possible to copy, rename and delete all the tools present on the USB device. Select the program list and follow the steps below:
Insert the USB device containing the programs into the USB port.
– press the Save on the USB external memory button.
– the programs list on the USB device will be displayed.
– execute the desired operation.
Saving a program from a USB device to NC
This allows you to save a program on NC from a USB device in order to be able to download it from another control. Select the program you wish to save with a finger and follow the steps below:
– press the Save to button;
– the program selected will be saved from the USB device to NC.
Saving all the programs from a USB device to NC
This allows you to save the programs on NC from a USB device in order to be able to download them from another control. Follow the steps below:
– insert a USB device containing the programs into the USB port.
– press the Save on the USB external memory button. The programs list on the USB device will be displayed.
– press the button to open the menu.
– select the item 2>> Save programs .
– all the programs will be saved from the USB device to NC.
Changing the work unit
This operation can be performed in the following sequence:
– press the button to open the Program list
– press the button to open the menu
– press 5 >> Change work drive.
– select with a finger a work drive from the list
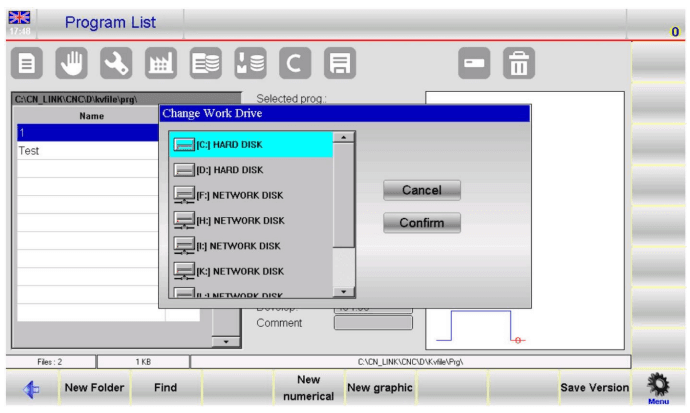
Figure 17 View of the operation for changing the work unit.
3.2 Entering a numeric program
To enter a new numeric program press [New Programm] from the Editor page of a numerical program and select [Newnumerical]:
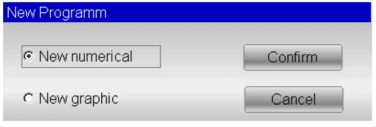
Figure 18 New numerical program
Or it can be create from the program list pressing and [New numerical] .
Setting the piece data
A window will open for entering the program data:
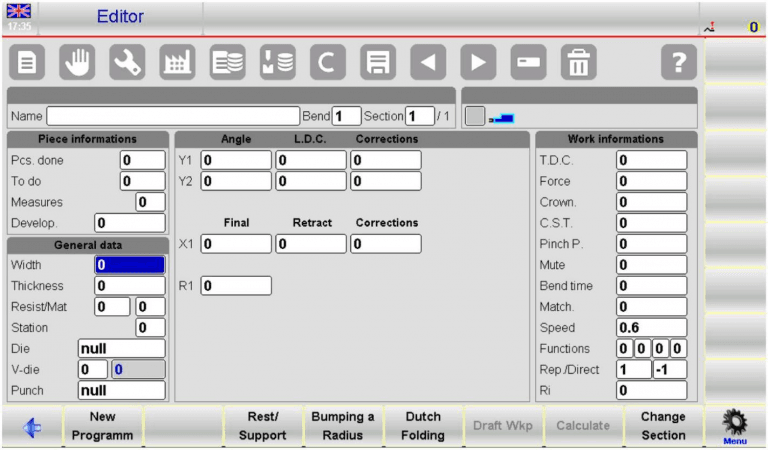
Figure 19 Page for entering the bends
– enter the width of the metal sheet to be bent, touching with a finger on the field and selecting [Ok].
– enter the thickness of the metal sheet to be bent, touching with a finger on the field and selecting [Ok].
– enter the resistance of the metal sheet to be bent considering that:
to bend ALUMINIUM set values from 0 to 30
to bend IRON set values from 31 to 50
to bend STAINLESS STEEL set values greater than 50
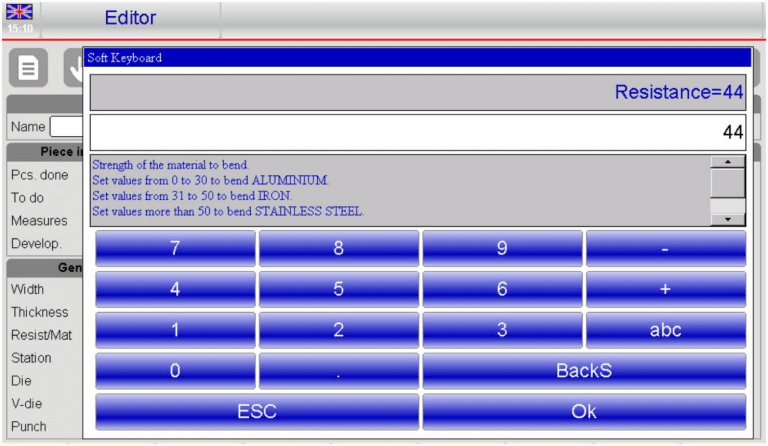
Figure 20 help page of the material resistance built-in the Soft Keyboard
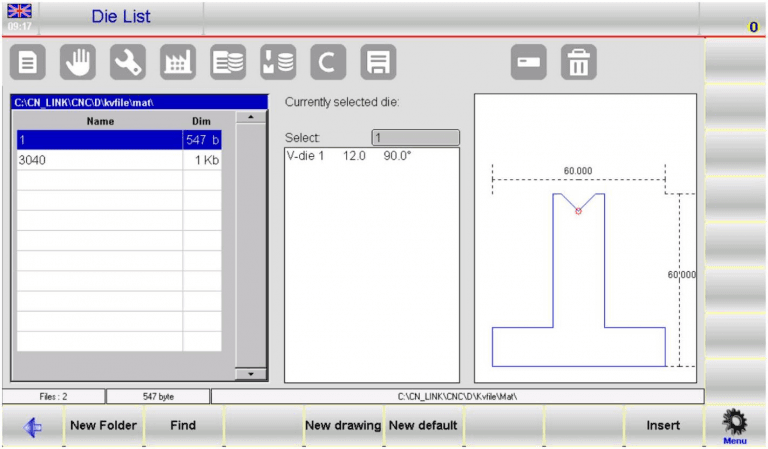
Figure 21 Die list page, example of die insertion
– the material is calculated automatically depending on the resistance.
– enter the work station if more than one or if they are defined, otherwise leave 0.
– enter the die that will be used from the list touching with a finger on the field, scrolling the toolbar in order to choose the die and pressing the button [Insert] (the die must already have been drawn), like showed in the figure 21.
– enter the V-die of the die that will be used for the bend, touching with a finger on the field and selecting [Ok] (a die can have more than one V-die; in the event of only having one, enter 1). To the right appears the width of the V-die selected.
– enter the punch that will be used from the list touching with a finger on the field, scrolling the toolbar in order to choose the punch and pressing the button [Insert] (the punch must already have been drawn).
Setting the bends
The cursor now moves into the fields for setting the bend.Set for each bend:
– The desired bend angle in the Y1 Angle field.
– The desired bend length in the Field Final X1 field.
All the other data relating to the bend will be calculated automatically but they can still be changed by the user.
Work data
This allows you to view the data relating to the absolute T.D.C, Mute and Pinch Point of that bend, move onto the desired bend and follow the steps below:
– press the Menu button to open the menu.
– select the item 7>> Work Information .
– a window will appear which contains the work data.
– for exit just move onto the [Ok] button.
Copying a bend
To copy a bend, move onto the bend you wish to copy and follow the steps below:
– press the Menu button to open the menu.
– select the item 5>> Copy step; the bend will be copied at the end of the section.
Entering a bend
To enter a bend in a section, move onto the bend after the one you wish to enter and follow the steps below:
– press the Menu button to open the menu.
– select the item 4>> insert step; the bend will be inserted before the one you moved onto.
Entering a copied bend
To enter an identical bend to the one already present in the section, move onto the bend after the one you wish to enterand follow the steps below:
– press the button to open the menu.
– select the item 4>> Insert step for insert a new bend before the selected bend.
– with the or buttons move into the bend you wish to copy
– press the button to open the menu.
– select the item 5>> Copy step ; the bend will be copied on the one you have just entered.
Defining a radius bend
In the window for entering the data of the numeric program it is possible to activate help for creating a radius bend:
– Press [Bumping a Radius]; a window will open to enter the data of the radius bend.
– enter the desired rolling angle in the “Angle” field, touching with a finger on the field and selecting [Ok].
– enter the rolling radius of in the “Radius” field, touching with a finger on the field and selecting [Ok].
– enter the length of the rolling pitch in the “Length” field, touching with a finger on the field and selecting [Ok].
– enter the initial position of the stop in the “X posit.” field, touching with a finger on the field and selecting [Ok].
– select the [Confirm] key, the rolling bends calculated will be automatically entered on the bend Editor page.
Correcting a radius bend
Whenever a radius bend is realized it is unlikely that you will obtain a correct bend at first try: this imprecision dependson the fact that the angles that have to
be bent to create the rolling are opened too far (e.g.: 170ø) and it is difficult to obtain correct bends with these angles.
In order to obtain a correct rolling it is necessary to measure the difference between the angle of the radius obtained and the desired angle: the difference calculated must be divided equally on all the bends.
Example
Let’s suppose we have to create a rolling with an angle of 90ø in which is it necessary to make 15 bends equal to 170ø;if the rolling obtained is 112.5ø we must perform the following:
112.5 – 90 = 22.5ø (difference between the real and the theoretical angles)
22.5 / 15 = 1.5ø (correction to be applied for each bend)
We must apply a correction of 1.5ø in the rolling pitch which will be repeated 15 times.
Definition of a Dutch folding (or hemming bend)
In the window for setting the bends it is possible to define a Dutch folding bend:
enter 0.0 in the Y1 angle field, and the arrival value of the ram will be calculated by keeping account of the depth of theV-die, the height of the V-die for hemming and the thickness of the piece; the position of the axis X is set at the minimumheight reachable by the axis; the R axis is positioned by bearing in mind that the die is open.
For ensuring greater work programming speed a Dutch folding can be defined by directly entering the Editor page and pressing the [Dutch Folding] function.
Correcting a Dutch folding
To correct a Dutch folding it is not possible to change the value of the angle, but it is necessary to change the numericvalue present in the Field L.D.C. of Y1.
If the bend is hemmed too much it will be necessary to increase this value.The Height Y2 will subsequently be changed.
Otherwise it will be necessary to:
– enter in the Corrections page by pressing
– press the [Coeff. corrections] key
– the data entered in the Dutch folding field will be directly added or subtracted from the L.D.C. of both the Y. This value is linked to the machine and not to the program. To cancel the correction press the key [Undo correct.].
How to execute a coining operation
A coining operation cannot be entered in graphic mode since the automatic calculation procedure does not foresee thispossibility bend by bend. It will therefore be necessary to enter a normal bend with the same angle as the tools and thenchange the force and make any corrections to the bend directly from the Editor page.
For ensuring greater work programming speed it is possible to execute a coining operation simply by pressing a secondary button and selecting the [Coining] function.
Correcting a coining
To correct a coining it is necessary to change the lower dead point of Y1 and Y2.If the coining is too open it will be necessary to reduce the lower dead point.
If the coining is too closed it will be necessary to increase the lower dead point.
Correcting a coining
Otherwise it will be necessary to:
– enter in the Corrections page by pressing the button
– press the [Coeff. corrections] key.
– the data entered in the Coining field will be directly added or subtracted from the L.D.C. of both the Y. This value is linked to the machine and not to the program. To cancel the correction press the key [Undo correct.].
Defining a conical bend
This function allows for carrying out the “Conical” work after mounting special stops and configuring the X2 axis asconical. To “bend in conical” the use of an
X2 axis mounted on the bar of the X1 axis (incremental type) is necessary,otherwise two completely independent axes X1 and X2 (absolute type), which you
must move after positioning X1 inorder to allow for putting the axes out of phase. In addition to this special X2 axis, the stops also have a special profile that enables the blocking of the sheet (see figure). The entering of the data for carrying out a bend in conical is only possible from the Editor page and for entering the conical bend the X2 axis must allow for conical operation (orincremental or absolute). In this case, after entering the typical data of a normal
bend, the final height of the X2 axis iscalculated in “incremental” or “absolute” compared to the final height of the X1 axis. From the window for entering the data of a numeric program it is possible to activate an help to realize a conical bend:
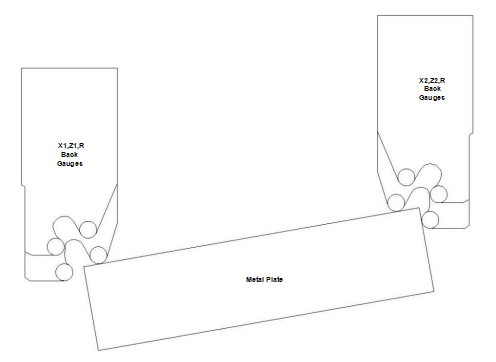
Figure 22 Example of a conical bend
– Enter the initial position of the stop in the X1 Field.
– press the button to view the secondary menu.
– press the function key [Conic], a window will open to enter the desired conical angle.
– enter the desired conical angle in the Conic Angle Field, touching with a finger on the field (included between -45 and 45).
– press the [Ok] button, on the Editor page the X1, X2, Z1 and Z2 data will be automatically updated.
– in the case of positive phase displacement angles, the final heights that are calculated are the X2, Z1 and Z2, and for negative phase displacement angles the
y are the X1, Z1 and Z2.

Once a bend in conical has been generated, if you want to change the phase
displacement angle or the width of the metal sheet, you must delete the bend and enter
a new one.
Defining a conical calendering
To set a conical calendering, it is necessary to move onto the first calendering bend and realize a conical bend; on thefirst bend the program values will vary as
described above, while for the bends with negative X1 will have the Z equal tothe Z of the first calendering bend. If the calendering is applied to a bend with
the negative X1 nothing will be calculated.
How to make out-of V-die bends
In the out Vdie bends the point of end of the bend is higher than the upper level of the die; the final bend valuecalculated will be numerically higher compared
to the theoretical height of the pinch pointcalculated in the program.The numeric control checks the validity of the heights of the bend cycle and
asks whether the followings points are in adecreasing numeric order:
– Top Dead Center point.
– Mute-point (In the lasts software versions it is possible to set the Mute-point lower than the T.D.C.).
– Pinch-point.
– Lower Dead Center Point.
If the order is not respected, it will not possible to perform the program in automatic.
For out V-die bending it is necessary to:
– directly enter the value of the end of the bend in the fields L.D.C Y1 and L.D.C Y2 of the numeric program (the Y1 and Y2 angle fields will be reset to zero).
– In the Pinch Point field of the program work Information data, enter a value which when added to the theoretical Pinch Point gives a higher value than the
L.D.C. set before.
– In the Mute Field of the program work Information data, enter a value which when added to the theoretical Mute- point gives a highervalue than the
theoretical Pinch Point + the Pinch point.
– Check that the Top Dead Center (T.D.C) in the steps of the program is higher than the theoretical Mute-point + Mute- point..
Example
Let’s suppose we have set a program in which the:
Mute = 132.00
Pinch point = 127.00
L.D.C. (angle = 135 degree ) = 124.72
After having checked that the desired value of the end of the bend is 142.35 we enter this value in the P.M.I Y1 and P.M.I Y2 fields.
In order to execute this program it is necessary to:
enter 20.00 in the Pinch point Field : 127.00 + 20.00 = 147.00 > 142.35 enter 20.00 in the Mute field: 132.00 + 20.00 = 152.00 > 147.00.
Check that the T.D.C. is higher than 152.00.
It is not possible to set an out of V-die bend from a graphic program.
Saving the program
At the end of the setting, press ; a window will open in which it is necessary to enter the name of the program.
Touch with a finger on the field and after having entered the name select the [Ok] button.
Save with name
It is possible save a program with a different name to the one you started off with. This may be useful if the changes made to a program must not be lost,
but you wish to change the program uploaded (possibility of having various programs with different corrections). Follow the steps below:
– press the Menu button to open the menu.
– select the item 2>> Save as ….
– a window will open in which it is necessary to enter the name of the new program.
– after having entered the name, touching with a finger on the field, move onto the [Ok] button.
Updating a program
If you change a tool already used in a program, it will be necessary to update the program because the heights calculated will no longer match.
How to update a program
To update a program, download the program from the list and follow the steps below:
– from the Editor page press the Menu button to open the menu.
– select the item 3>> Program update; the following window will appear on the display
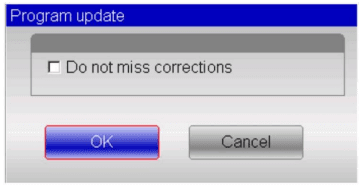
Figure 23 Program update
– Select [Ok] (without checking the box [Do not miss corrections]).
– All the program data will be recalculated.
– Save it if necessary.
3.3 Entering a graphic program (Optional in the S630 model)
To enter a new graphic program press [New Programm] from the Editor page of a numerical program and select [Newgraphic]:
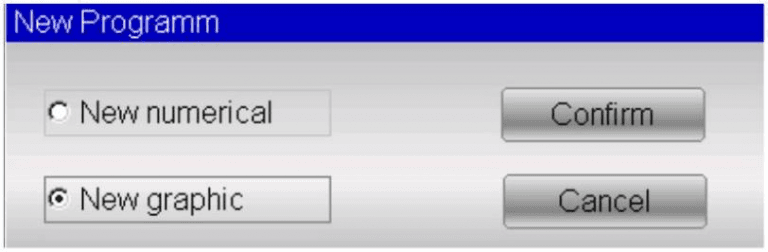
Figure 24 New Graphic program
Or it can be create from the program list pressing and [New graphic] .
Setting of the general data
A window will open of entering the general data of the program.
If these data are not entered, access will not be permitted to the drawing function:
– enter the width of the metal sheet be bent, touching with a finger on the field and selecting [Ok].
– enter the thickness of the metal sheet to be bent, touching with a finger on the field and selecting [Ok]..
– enter the resistance of the material to be bent, touching with a finger on the field and selecting [Ok], like described in the chapter 3.2
– the material is calculated automatically depending of its resistance.
– enter the work station if more than one or if they are defined, otherwise leave 0
– enter the die that will be used from the list touching with a finger on the field, scrolling the toolbar in order to choose the die and pressing the button
[Insert] (the die must already have been drawn).
– enter the V-die of the die that will be used for the bend, touching with a finger on the field and selecting [Ok] (a die can have more than one V die; in the event of only having one, enter 1).
– enter the Die Orient. (0 = standard, 1 = rotated by 180°).
– enter the punch that will be used from the list touching with a finger on the field, scrolling the toolbar in order to choose the punch and pressing the button [Insert] (the punch must already have been drawn).
– enter the Punch Orient (0 = standard, 1 = rotated by 180°).
– enter a Comment if desired.
– enter the measures parameter desired (see the chapter 6.3 for the description of this parameter).
– Select the [Ok] button.
Drawing window
The drawing window page will be opened.
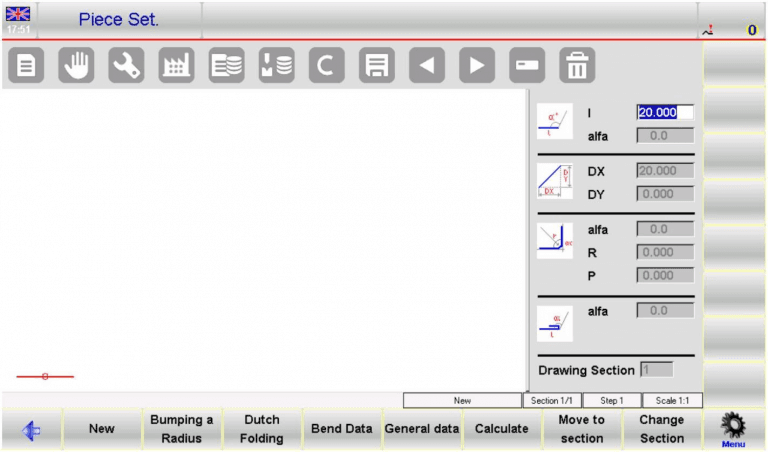
Figure 25 Drawing page of the piece.
The window on the left is the drawing window. The four windows on the right are for entering the drawing data and theyrespectively represent:
1) the polar drawing data.
2) the Cartesian drawing data (normally not used).
3) the drawing data of a Radius bends .
4) the drawing data of a Dutch folding bends (hemming).
After having entered the general data and accessed the Piece Set page, the first segment will appear in red with alength of 20.0 mm. Touching with a finger the field “l” a “Soft Keyboard” will open, as in Figure 26
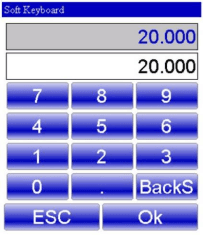
Figure 26 Soft Keyboard for setting the length of the piece
– with which you can change the length of the first segment by entering a value different from 20.
– After having pressed “OK” automatically you move to the next field, the “alfa” polar drawing data. Pressing with a finger on this field the angles “Soft
Keyboard” appears, like showed in figure 27
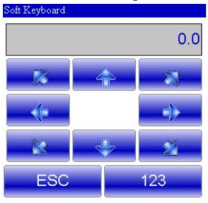
Figure 27 Soft Keyboard for setting the angle of the piece
– by touching one of the height arrows starting from this in the clockwise direction, the next segment will be taken to different predefined angles, that is 45, 90
, 135, 180, -135,-90, -45. Pressing the soft-key 123 is possible introduce angles different from the predefined, like showed in figure 28
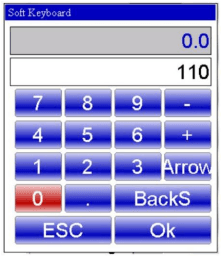
Figure 28 Soft Keyboard for setting not predefined angle of the piece
– After have set the angle automatically we go to the polar drawing field of the next length “l”, where touching with a finger the soft keyboard for setting the
length of the piece open, in order to continue the piece drawing like showed in the figure 29
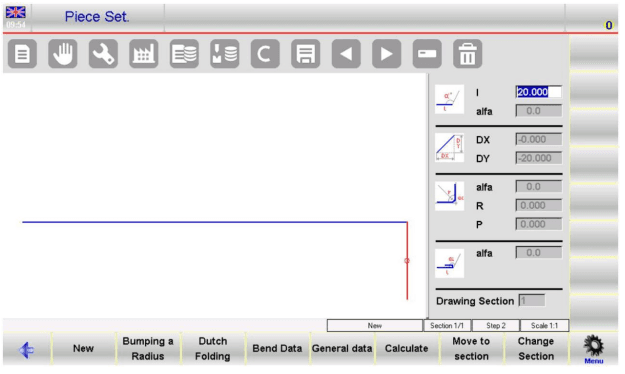
Figure 29 length setting of the second bend
Bend sequencing
This allows you to view the sequence via which the piece must be bent. Follow the steps below:
– From the AUTOMATIC graphic page press the Menu button to open the menu.
– select the item 0>> Bending sequence .
– move among the various bends by pressing the Previous and Next buttons.
Change color
This allows you to change the color of the background of the piece to bend.
– From the AUTOMATIC graphic page press the button to open the menu.
– select the item 1>> Change color.

3D Viewer (Optional in the S630 model)
This allows you to view the drawing in 3D . Follow the steps below:
– From the AUTOMATIC graphic page press the button to open the menu.
– select the item 3>> 3D Viewer.
– to return to the 2D view press the button.
How to realize the drawing of a piece
Let’s suppose we have to draw the piece illustrated in the figure below:
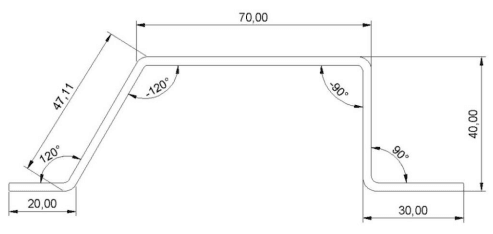
Figure 30 Example of piece to be drawn (external measures)
The cursor is located in the field “l” of the window for the polar setting of the drawing data:
– Enter in the field “l”, the length corresponding to the first section of the piece to be drawn (20.0).
– Press [Ok].
– Enter the value of the first angle (120.0°) in the field “alfa” (value of the angle compared to the following length).
– Press [Ok], the next length will be drawn in automatic mode; the length that the data refer to will be highlighted.
– Enter the length in the field “l” corresponding to the second length of the piece to be drawn (47.11).
– Press [Ok].
– Enter the value of the second angle (-120.0°) in the field “alfa” (value of the angle compared to the following length).
– Press [Ok], the next length will be drawn in automatic mode; the length that the data refer to will be highlighted.
– Enter the length in the field “l” corresponding to the third length of the piece to be drawn (70.0) .
– Press [Ok].
– Enter the value of the third angle (-90.0°) in the Field “alfa” (value of the angle compared to the following length).
– Press [Ok], the next length will be drawn in automatic mode; the length that the data refer to will be highlighted.
– Enter the length in the field “l” corresponding to the fourth section of the piece to be drawn (40.0).
– Press [Ok].
– Enter the value of the fourth angle (90.0°) in Field “alfa” (value of the angle compared to the following length).
– Press [Ok], the next length will be drawn in automatic mode; the length that the data refer to will be highlighted.
– Enter the length in the field “l” corresponding to the fifth length of the piece to be drawn (30.0).
– Press [Ok], the drawing has now been completed.
How to realize a radius bend
In order to realize a radius bend it is necessary to bear in mind that as per the convention, there must be a length ofmetal sheet before and after the radius.
Let’s suppose we have to draw the piece illustrated in the figure below:
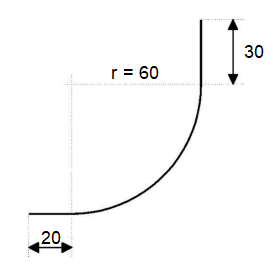
Figure 31 Example of a radius to be drawn
The cursor is located in the field “I” of the window for the polar setting of the drawing data:
– Enter the length corresponding to the first length of the piece to be drawn (20.0) in the Field “I”.
– Press [Ok].
– Press [Bumping a Radius]; the window of the radius data will open.
– Enter the desired rolling angle (90.0°) in the field “alfa”, touching with a finger on the field.
– Press [Ok].
– Enter the radius of the rolling (60.0) in the field “R”, touching with a finger on the field.
– Press [Ok].
– Enter the length of the rolling pitch you want to obtain in the field “P”, touching with a finger on the field.
– Press [Ok], the next length will be drawn in automatic mode; the length that the data refer to will be highlighted.
– Enter the length corresponding to the last length to be drawn (30.0) in the field “I” , touching with a finger on the field.
– Press [Ok], the drawing has now been completed.
How to execute a Dutch Folding (hemming)
Let’s suppose we have to draw the piece illustrated in the figure 32:
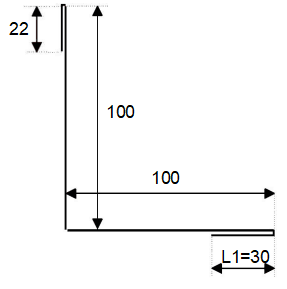
Figure 32 Example of Dutch Folding bend to be drawn
The cursor is located in the field “I” of the window for the polar setting of the drawing data.
– Enter the length of side L1 to be hemmed (30.0) in the field “l” , touching with a finger on the field.
– Press [Ok].
– Press [Dutch Folding].
– Enter the intermediate Dutch folding angle (e.g.: 45.0°) in the “alpha” field, touching with a finger on the field.
– Press [Ok], the next length will be drawn in automatic mode; the length the data refer to will be highlighted.
– Enter the length of the side (100.0) in the field “I”, touching with a finger on the field.
– Press [Ok], the cursor will move onto the field “alfa” for setting the angle compared to the following length.
– Enter the value of the angle (-90.0°), touching with a finger on the field.
– Press [Ok], Enter the length of the side (100.0) in the field “I”, touching with a finger on the field .
– Press [Ok].
– Press [Dutch Folding].
– Enter the intermediate Dutch folding angle (e.g.: 45.0°) in the alpha field, touching with a finger on the field.
– Press [Ok], the next length will be drawn in automatic mode; the length the data refer to will be highlighted.
– Enter the length of the last side (22.0) in the field “I” , touching with a finger on the field. The drawing has now been completed.
Saving the drawing
At the end of the setting, press the “Save to” or “Load from” the internal disk button; a window will open in which it is necessary to enter the name of the program.
After having entered the name, touching with a finger on the field, move onto the [Ok] button.
3.4 Automatic calculation of the bending sequence (Optional in the S630
and S540 models)
It is possible to access the automatic calculation procedure from the drawing page of the piece by following the steps below:
– From the PIECE SETTING page after have drawing it in all its parts press [Calculate].
Calculation window
A window will open that shows the simulation of the piece to be bent, including the lower and upper part of the press-brake, the punch, the die, the stops and the piece before to being bent.
On the right side of the page there are three windows the respectively indicate the upsetting and the number of rotations of the piece relating to the bending sequence found, and the criterion chosen for the bending sequence search(Criterion).
The numeric control searches for the solution by always trying to leave the greatest part of the metal sheet in the operator’s hands (the icon that will appears will be the following: Criterion) ; if you change the calculation “Criterion”selecting [All the solution] it is possible to search for the sequence among all the possible solutions, even those potentially dangerous for the operator (the icon that will appears will be the following: Criterion) .
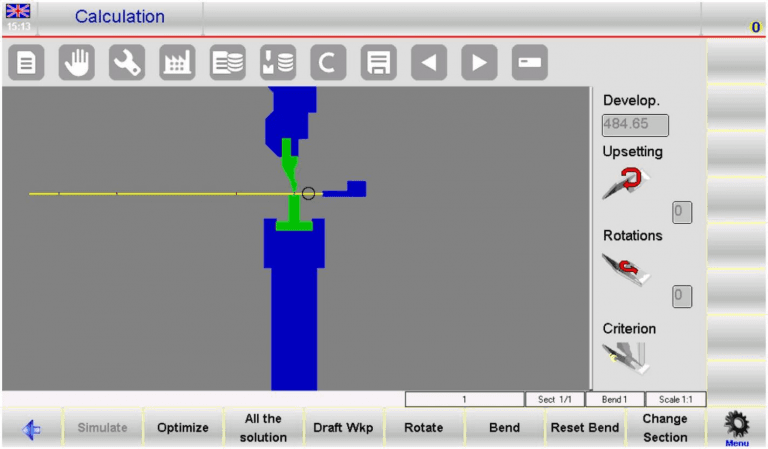
Figure 33 Calculation page of the bending sequence
It is possible to make the calculation of the bending sequence in two modes: automatic or manual.
Automatic search for the bend sequence
In the automatic search, the optimal bending sequence is established by the numeric control; by pressing [Optimize] the numeric control automatically searches for the solution.
Manual search for the bend sequence
In the manual search, the bending sequence is established by the operator who forces the bends.The bending sequence can be completely or partially forced
by the operator: in the case of the sequence only beingpartially forced, the remaining bends will be calculated automatically by the numeric control.
The operator has the possibility to move between the various bends by pressing the Previous and Next buttons.
To force the bends it is necessary to press the [Bend] key in correspondence of the selected bend; if you press the keyin correspondence of a bend that has
already been forced, that bend will be straightened.The operator has the possibility of rotating the piece pressing the [Rotate] key;
Press [Optimize] when you want to force the desired bends.
The numeric control searches for the solution while keeping in mind the sequence forced by the operator.
Results of the optimisation
If the piece is not feasible, the control will warn the operator with a “No Solution” message.
In this case the operator can try to make the calculation using the criterion that carries out the search for all the solutions.In the event that there is no possible solution, the operator can try to identify which bend makes it impossible to bend thepiece from the manual search of the bend sequence; any
collision of the piece with the various parts of the machine isnotified by a colour change on the side of the piece that enters into collision.
In order to bend a piece even if it enters into collision (for example in the case in which the collision does not damage thesheet metal) the operator must force the entire bend sequence.
If the piece is feasible the control advises the operator with a “Solution found” message; the operator can select the following functions in this window:
– [0 STOP]: the optimisation is stopped in order to make changes.
– [1 Continue]: a different solution to the one just found will be searched; if you continue to refuse to accept the solutions proposed, the numeric control will
search until it comes to the end of the different solutions, and then it will display the message “No Solution !! ”.
– [2 Simulate]: the simulation of the bending of the piece is displayed; the user can continue with the bending sequence by pressing [1 Continue] or stop the simulations by pressing [0 STOP].
– [ 3 Confirm]: the values calculated in the solution found will be set in the program.
Simulation
Once the solution has been accepted, it will be possible to simulate the bending sequence obtained In theoptimisation window of the graphic program:
– Press the function key [Simulate], the piece without bends, set up and ready for the first bend will be displayed.
– Press the function key [Rest/Support], as many times as necessary, to select the first support, the second support (if available) or the rest of the piece.
Obviously the stop will only move into the supported position if there aren’t collisions and if the limits of the axes permit.
– Press the function key [Continue], the piece will be displayed with the first bend already made.
– Press the function key [Continue], the piece will be displayed with the first bend already made and in position for the second bend.
– To stop the simulation press the function key [Stop], to return to the previous step in the simulation press the function key [Previous].
– Press the function key [Continue], until the end of the simulation (the function key [Simulate] will reappear)
Rest/support mode
Once the solution has been accepted, it will be possible realize a support bend In the optimisation window of the graphicprogram:
– Press the function key [Simulate], the piece without bends, set up and ready for realize the first bend will be displayed.
– Press the function key [Rest/support], as many times as necessary, to select the first or second supporting of the piece (if available), obviously the stop will
only move into the supported position if there aren’t collisions and if the limit heights of the axes permit.
– Press the function key [Continue], the piece will be displayed with the first bend already made.
– Press the function key [Continue], the piece will be displayed with the first bend already made and in position for the second bend.
– Press the function key [Rest/support] as many times as necessary, to select the first or second supporting of the piece (if available), obviously the stop will
only move into the supported position if there aren’t collisions and if the limit heights of the axes permit.
– To stop the simulation press the function key [Stop], to return to the previous step in the simulation press the function key [Previous].
– Press the function key [Continue], until the end of the simulation (the function key [Simulate] will reappear)
– The function is displayed in the numeric program at the top, on the right hand side of the type of bend (see the meaning of the icon in the 6.2 section of the
manual). The control automatically calculates the corrections necessary on the X and the R.
The function key [Rest/support], in numeric mode will not work if the program is graphic. To change the rest/support it is necessary to enter the simulation
page.
3.5 Manual calculation of the bending sequence (Optional in the S630 model)
It is possible access the manual calculation procedure from the drawing page of the piece by following the steps below:
– Press [Calculate].
Calculation window
A window will open that shows the simulation of the piece to be bent, including the lower and upper part of the press-brake, the punch, the die, the stops and the piece before to being bent.
On the right side of the page there are three windows the respectively indicate the upsetting and the number of rotations of the piece relating to the bending sequence found (refer to the figure in the paragraph on the Automatic calculation ofthe bend sequence).
Manual searching for the bend sequence
In the manual search the bending sequence is established by the ’operator by forcing the bends.
The operator has the possibility to move between the various bends by pressing the Previous and Menu buttons.
To force the bends it is necessary to press the [Bend] key in correspondence of the selected bend; if you press the keyin correspondence of a bend that has
already been forced, that bend will be straightened.The operator has the possibility of rotating the piece pressing the [Rotate] key;
Press [Optimise] when all the desired bends have been forced.
The numeric control searches for the solution keeping in mind the sequence forced by the operator.
Results of the optimisation
If the piece is not feasible, the control will warn the operator with a “Forced Solution” message. In the event that there is no possible forced solution the operator can try to identify which is the bend that makes itimpossible to bend the piece from the manual search of the bend sequence; any collision of the piece with the variousparts of the machine is notified by a colour change on the side of the piece that enters into collision.In order to bend a piece even if it enters into collision (for example in the case in which the collision does not damage the sheet metal) the operator must force the entire bend sequence.
If the piece is feasible the control advises the operator with a “Solution Found” message; the operator can select the following functions in this window:
– [Stop]: the optimisation is stopped in order to make changes.
– [Accept]: the values calculated in the solution found are set in the program.
Simulation
In the optimisation window of the graphic program, once the solution has been accepted, it will be possible so simulatethe bending sequence obtained:
– Press the function key [Simulate], the piece without bends will be displayed, set up and ready for realize the first bend.
– Press the function key [Rest/support], as many times as necessary, to select the first or second supporting of the piece (if available), obviously the stop will
only move into the supported position if there aren’t collisions and if the limit heights of the axes permit.
– Press the function key [Continue], the piece will be displayed with the first bend already made.
– Press the function key [Continue], the piece will be displayed with the first bend already made and in position for the second bend.
– To stop the simulation press the function key [Stop], to return to the previous step in the simulation press the function key [Previous].
– Press the function key [Continue], until the end of the simulation (the function key [Simulate] will reappear)
Rest/support mode
In the optimisation window of the graphic program, once the solution has been accepted, it will be possible realize asupported bend:
– Press the function key [Simulate], the piece without bends will be displayed, set up and ready to realize the first bend.
– Press the function key [Rest/support], as many times as necessary, to select the first or second supported position (if available) or the resting-against position of the piece, obviously the stop will only move into the supported position if there are collisions and if the limit heights of the axes permit.
– Press the function key [Continue], the piece will be displayed with the first bend already made.
– Press the function key [Continue], the piece will be displayed with the first bend already made and in position for the second bend.
– Press the function key [Rest/support], as many times as necessary, to select the first or second supported position (if available) or the resting-against position of the piece, obviously the stop will only move into the supported position if there are collisions and if the limit heights of the axes permit.
– To stop the simulation press the function key [Stop], to return to the previous step in the simulation press the function key [Previous].
– Press the function key [Continue], until the end of the simulation (the function key [Simulate] will reappear)
– The function is displayed in the numeric program at the top, on the right hand side of the type of bend (see the meaning of the icon in the 6.2 section of the manual). The control automatically calculates the corrections necessary on the X and the R. The function key [Rest/support], in numeric mode will not work if the program is graphic. To change the rest/support mode it is necessary to enter in the simulation page.
Changing the bend sequence
Once the bend sequence has been optimised, it will be possible to change the bending sequence obtained:
The operator has the possibility of moving among the various bends by pressing the Previous and Next buttons.To remove the bends it is necessary to press the [Bend] key in correspondence of the selected bend, remove the other bend you wish to exchange, and press [Bend] to select the new sequence desired on each bend removed.
3.6 How to bend a box
The numeric control does not allow to directly set the development on the flat of a box to be bent. To be able to bend a box it is necessary to set a program with two bend sections (it doesn’t matter if the program isgraphic or numeric) in which to set the
bends relating to the horizontal section and the bends relating to the verticalsection respectively.
The two programs will be realized one after the other, thus making it possible to create the box.
The execution of a program with several sections always starts from the section with the
smallest width of the sheet metal.
How to add or delete a section
To add a section in graphic or numeric, it is necessary to press the function key [Change Section] whereas to delete a section, move onto the desired section and follow the steps below:
– press the Menu button to open the menu.
– select the item 6>> Delete section; the section will be deleted and the program will move onto bend 1 of section 1.
3.7 Work data
It is possible to check the absolute TDC, Mute and Pinch Point of a bend, in the following manner:
– press the Menu button to open the menu.
– select the item 7>> Work informations ; a window will appear containing the absolute TDC, Mute and Pinch point.
– to exit press [Ok].
3.8 Execution of a program in automatic mode
After setting a numeric program or calculating a graphic program it is possible run it in automatic.
Automatic mode can be enabled by pressing the Automatic button .
Automatic graphic page
If the program currently selected is a calculated graphic program the automatic graphic page can be viewed by pressing [Graphic]; this page consists of three windows:
The main window contains the drawing of the upper and lower parts of the machine, the drawing of the punch and the die entered in the program, the drawing of the piece before and after the bend, and the drawing of the stop. The second window shows how to orient the piece for each bend (upsetting or rotation of the metal sheet compared tothe previous bend).
The third window contains the data of the bend in progress, the piece counter and the Development of the metal sheet.
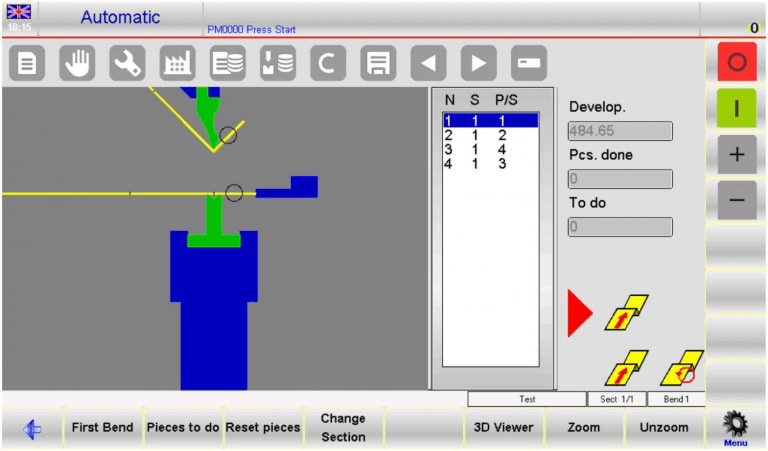
Figure 34 Automatic graphic page
Automatic numeric page
If the program currently selected is numeric, added to the numeric setting data there will also be the current quota of theaxes; it is not possible to change the
program data in automatic mode.
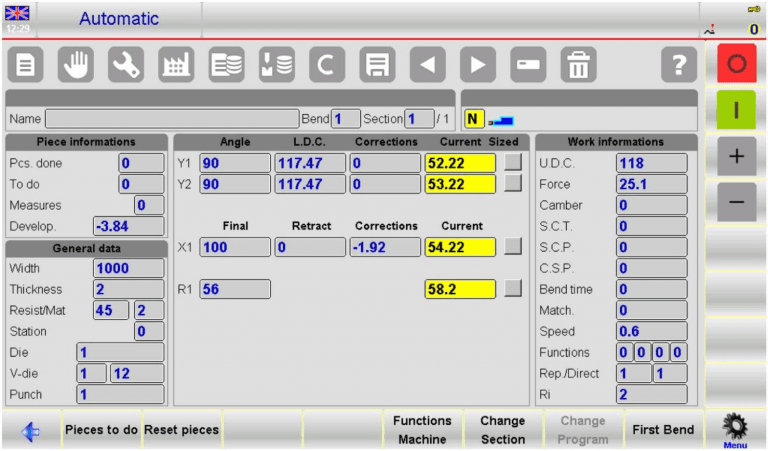
Figure 35 Automatic numeric page
– In order to have a better view of the heights of the axes, it is possible to double the size of the characters of the page.
This page is enabled by pressing Automatic.
– To return to the page with single size characters press Automatic again.
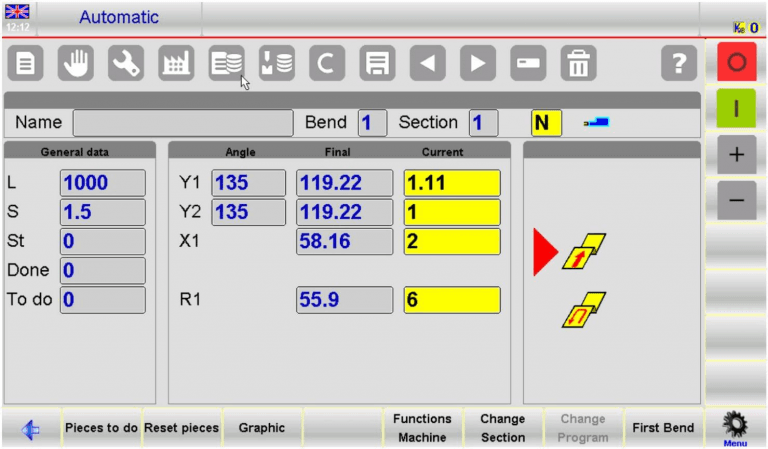
Figure 36 Double size automatic numeric page
Carrying out the automatic cycle
To start an automatic cycle just press the START button; this operation enables the positioning of the backgauges axes. At the end of the positioning of the
back gauges axes press the down pedal to move down the ram andmake the bend.
Once the bend has been made, the ram will automatically return and the positioning of the back gauges axes relating tothe next bend will take place.
Once the last bend of the program has been made, the automatic cycle will start from the first bend.
First bend
This allows you to view the first bend to realize. Select [First Bend]
Execution of the sample piece
The calculations made by the numeric control are purely theoretical and due to the imperfection of the sheet metal, itmay be necessary to make corrections to the values calculated.
To simplify the correcting of the bend data of a piece there is a procedure to perform a sample piece in the SEMI-AUTOMATIC page.
In SEMIAUTOMATIC, at the end of a bend there is no step change, instead the cycle remains on the current bend toallow the operator to correct the bend data
and then repeat the bend that has been corrected.It is possible to make step-by-step corrections to the angle or the length of the bend for all the bends. The corrections entered are automatically illustrated in the program.
The procedure can also be enabled from the AUTOMATIC page in the following manner:
– press Automatic.
– press the Start button to position the back gauges axes.
– press the down pedal to execute the bend.
– measure the bend made in terms of bend length and angle.
If the bend is not correct:
– press to access the correction data. If you need to make a correction to all the steps (e.g.: if all the bends have to be at the same angle it is recommended to correct the program in general mode), enter the data in the “Piece” column. If you need to correct the data of a section, enter the data in the “Section” column, of if you want to correct the data relating to a bend, enter the data in the Bend column.
– enter the correction data.
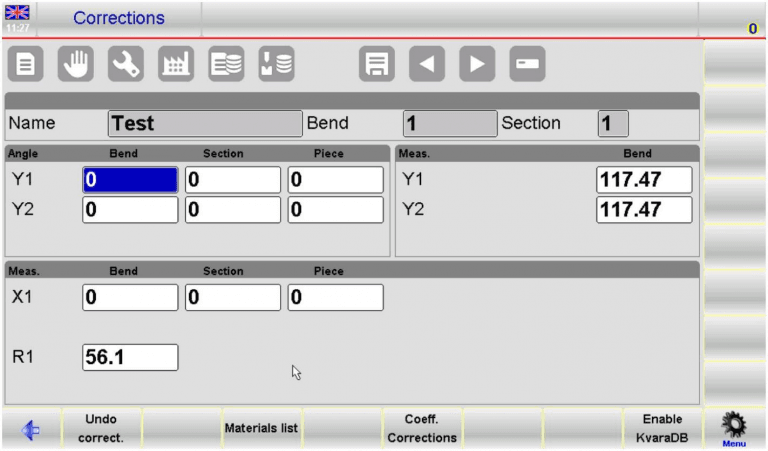
Figure 37 Correction page
Setting of the correction data
The correction data to be entered are in mm for the position of the back gauges axes, and in degrees for the bend angle; the data entered will be added to the value contained in the program.
Example: if the bend is closed by 2° it is necessary to enter a positive correction value (+2.0°); if the bend is open by 2° it is necessary to enter a negative correction value (-2.0°).
If the length of the bend is less than the desired length you must enter a positive value in the Corr. X1 Field corresponding to the difference detected; if the length of the bend is greater than the desired length you must enter a negative value in the Corr. X1 Field corresponding to the difference detected.
If several corrections are made to the data of the same bend, the last value entered will be added to the previous ones.
Example: if a bend is initially closed by 3° and after the correction (+3.0°) it is open by 1°, it will be necessary to enter 1.0° in the field for correcting the angle.
During the correction of the step, the correction data of the angles are separated per cylinder; it is therefore possible to correct the angle of Y1 in a different manner to the angle of Y2.
In the general correction the bend angle will be corrected the same way for both cylinders.
If a correction to the pitch is made as well as a correction to the piece during the same step, the values entered will match.
Example: if a step correction is made equal to -2.0° and a piece correction equal to -1.0°, the angular correction of that step will be -3.0°.
At the end of the operation for setting of the correction data:
– press Automatic.
– press the Start button to reposition the back gauges axes (a correction may have been made to their position).
– repeat the bend.
– check that the bend è correct:
– if correct: repeat the procedure for all the bends of the program; to move between the various bends press the Previous or Next buttons.
– if incorrect: make new variations to the data corrections of the current bend.
Once the data have been corrected for all the bends:
– press Automatic; the automatic cycle will start from the bend currently selected.
– there are new methods for setting the corrections which are described below.
How to delete the correction data
To delete the changes made to the corrections press the key [Undo correct.]. The values present on opening the page will be restored.
3.9 Using a Database (Optional in all the models)
With the introduction of this configurable database it is possible to acquire the corrections identified during the bendsteps and compose a database from
which to take during the working phases the corrections previously stored, in anautomatic way.
During the composition of the numeric and graphic programs the corrections will automatically be searched in thedatabase and if found, they will be inserted
in the respective correction fields.
In order to guarantee optimal and uniform behaviour for all types of bends, linear interpolation functions have beenintegrated on the values saved in the data
base.
In this way it is possible to obtain a theoretical correction value, also for bends in which no correction value has beensaved, calculated starting from the data acquired previously.
The values calculated in this way may be corrected and reinserted in the database, in the aim of continuing to enrich the knowledge acquired from the machine.
3.9.1 General information about the Database
Database
Each Database consists of a series of tables, each of which corresponds to a material. In order to render the functioning of the system more versatile,
the application is able to manage more than one database.Each Database is identified by a different name: but only one is enabled at a time.
How to configure a Database
The database does not initially have a predefined structure, however it can be built by selecting the various fieldsavailable.
Each Field of the Database consists of a sensitive value of the numeric program (example: angle of the bend, width of the sheet metal, width of the V die used, etc.…) and from the corresponding associated correction values.
Once the structure of the Database has been decided it can no longer be changed.
The key fields and the Correction Value fields
The fields are divided into key and correction value fields.
The key fields are those on the basis of which the single records of each table are identified in a univocal mode, and on which the order and researches are realized.
The correction fields are simply the values associated with the respective keys which are saved at the same time.
The properties of the fields
Each key field has several settable properties that determine the functioning of the Database.
Sorting: this is a numeric index that determines how the fields are ordered in the table.
Interpolation: this indicates if interpolations have to be realized on a data field during a research phase (in the case in which the exact data is not immediately found in the database).
Interpolation Range: if this function is enabled it indicates the maximum difference between the two values identified in the database (upper and lower values) so that the interpolation can be realized.
3.9.2 Example of a database
An example of a database called FERO will be illustrated in this document.
The structure of the FERO database consists of 6 fields, 4 keys, and 2 corrections values:
– (*)Angle of the bend
– (*)Width of the sheet metal
– (*)Thickness of the sheet metal
– (*)Tools
– Correction of the Y values
The asterisks (*) indicate the key fields, the remaining fields represent the corrections acquired.
The tables
Each table is identified by the number of the corresponding material (from 1 to 99). It is also possible to associate adescriptive text with the table.
All the corrections acquired over time for that specific material are also saved in each of the tables.
Each table generated inside a database inherits its structure, that is, the same key and correction fields and relative properties.
3.9.3 How to use the Kvara Database
Enabling the Kvara Database
To enable the functions of the Kvara Database access the CORRECTIONS page by pressing the button.
Press the function key [Enable KvaraDB] or [Disable KvaraDB] to enable/disable the database.
Once the database has been enabled the following image will appear in the area of the application icon in the top right-hand corner:
This means that is now possible to acquire the corrections found in the EDITOR, AUTOMATIC, SEMIAUTOMATIC, and CORRECTIONS pages.
To access to the page for managing the Kvara Database you must enter in the Corrections page by first pressing the button, and then the function key [Kvara Database] .
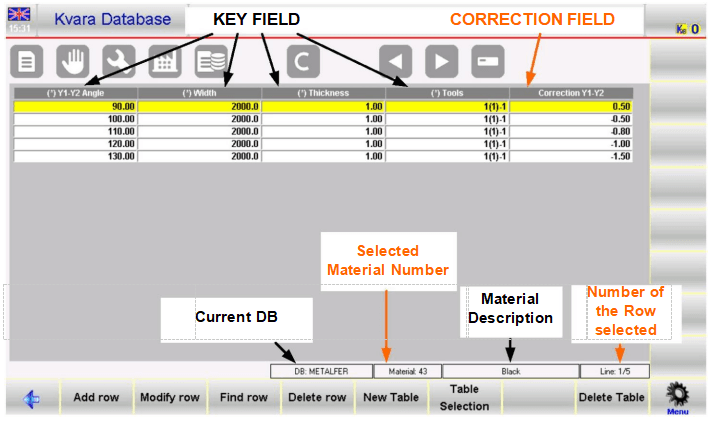
Figure 38 The Kvara Database page
The “Kvara Database” page
This page is in table form and contains the table of the material currently active; normally this will be the material enteredin the current program.
In the example of the figure 38, the table illustrates the corrections relating to the material number “43” called ”Black”,belonging to the “METALFER” database.
If the table of the material set in the program does not exist, the first table contained in the database will be displayed.
Each column corresponds to a Field of the database, the number of columns and their contents will depend on how thedatabase has been configured.
Each row, or record, instead corresponds to a correction entered.
As illustrated above, the structure of the database in the example is as follows:
– 4 key fields (angle of the bend, width and thickness of the metal sheet and equipment)
– 1 correction fields (correction on the Y)
For a total of 5 columns; the first four are recognisable as key fields key since marked with the symbol (*) .
The Tools Field consists of the name of the die used, the number of the V-die (in brackets), and the name of the punch used.
For example: “B(1)–1” means die “B”, V-die number “1” and punch “1”
3.9.4 Operations in the tables
Following is a description of all the operations that can be realized with the tables.
Selecting and deleting rows
To shift the selection onto the desired record just press your finger directly on top of the tables.
To select the following or previous table in the Database press the Previous and Next buttons.
To delete the current table press the Delete button and reply “YES” to the confirmation message.
Following is a list of the functions relating to the function keys:
[Add Row] Add a new row to the current table.
[Modify Row] Modify the row currently selected in the table.
Selecting [Modify Row] the following windows will open in which you can enter the new values for the data correction.
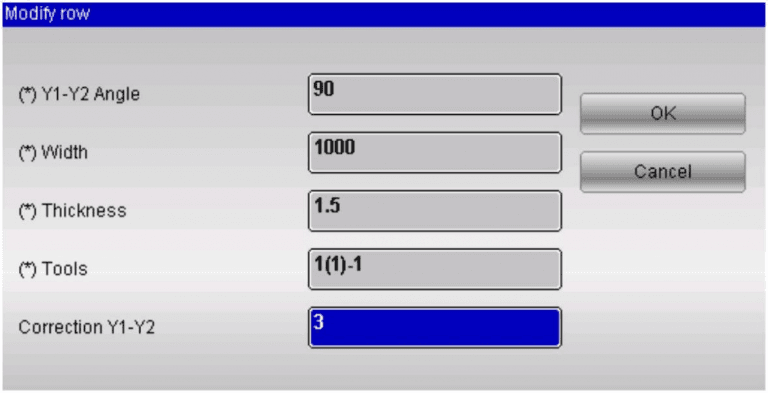
Figure 39 windows for modify a row
Selecting [Find Row] it will execute a search in the current table for the row corresponding to the key values entered in the following windows.

Figure 40 windows for searching for a row
[Delete Row] This deletes the row currently selected in the table.
[Table Selection] This allows you to select the current table from a list.
The following windows will open, select the material by directly pressing on the display with a finger and select [Ok] .
Figure 41 windows for selecting the material
Pressing the sub menu button some other functions can be selected:
[Material Table properties] This allows you to change some of the properties of the individual table but not its structure, namely as number and kind of its fields.
The arrangement indexes can be changed, where the number indicates the priority in the arrangement criterion of the table.
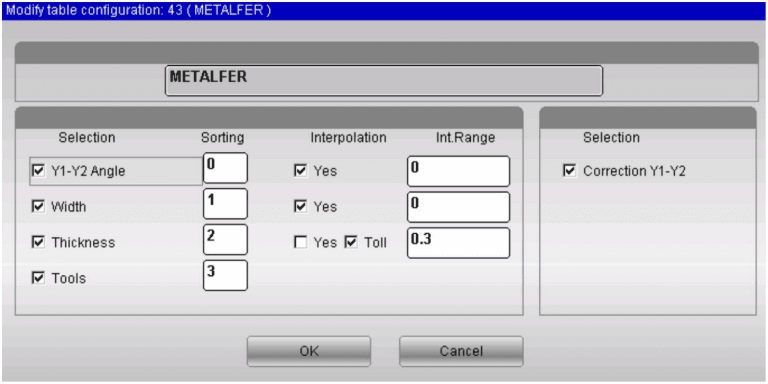
Figure 42 windows for changing the table settings
[Change Table Name] This allows you to change the description of the material associated with the table.
[Save Table As… ] Save the current table with a new numeric code and description of the material.
3.9.5 Operating on databases
Following are the descriptions of all the operations that can be performed on the databases. Access to the followingfunctions is possible from the System Menu which opens when you press the menu button .
0>> Create New Database
This allows you to create a new database, and set its structure.
The page will open from where you can decide the name of the new database. Afterwards, when you touch a check box with a finger, you can select the keys
and the corrections which have to besaved in the records of the database.
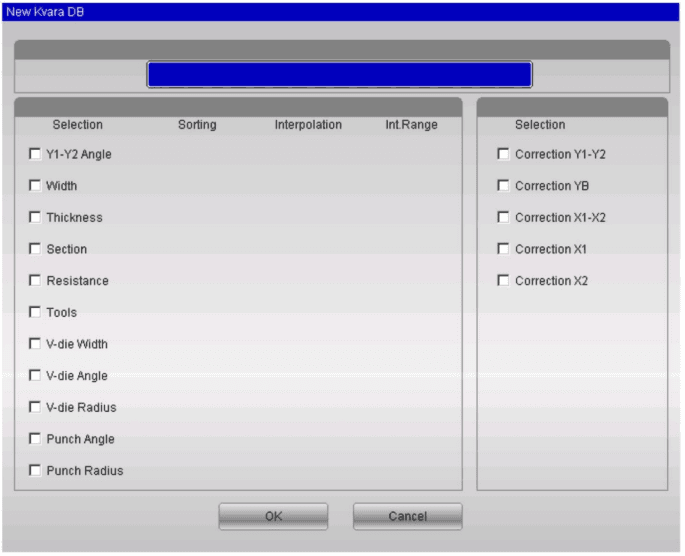
Figure 43 page for creating a new database
At the same time as the keys are selected, it is possible to enter the properties for each one.
The first is the sorting index which determines the order in which the rows of each table will be arranged and displayed.
The second is the interpolation, which determines whether interpolation will be attempted during the search phase (in thecase of the exact value not being found).
The interpolation range is a parameter used for the interpolation, and is illustrated in a following paragraph.
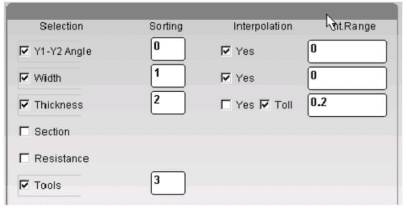
Figure 44 Setting the arrangement and interpolation properties of the keys
1>> Disable corrections
This allows you to exclude one or more corrections from the new programs present in the Database.
2>> Modify DB Settings
With the windows of the figure 42 it is possible to change the arrangement and interpolation settings of the keys for allthe tables of the database.
3>> Delete Database
With a windows similar of the figure 41 it is possible to delete one of the databases in the system from the list.
4>> Database selection
With a windows similar of the figure 41 it is possible to select one of the databases in the system from the list.
5>> Save current DB
This allows you to save the current database on the USB device.
6>> Save all DB
This allows you to save all the database present on the USB device.
7>> Load all DB
This allows you to upload on the system all the databases present on the USB device.
3.9.6 Acquiring correction values
Once the Kvara Database has been enabled, it is possible to acquire corrections from the EDITOR, CORRECTIONS orSEMIAUTOMATIC page.
Once the right correction has been entered on the Editor or Semiautomatic page, press the function key [Insert onKvaraDB].
The correction present on the page will be recorded in the Materials Table corresponding to the one currently entered.
If this table does not yet exist, a windows will automatically open where you can enter the description of the new materialand then confirm the creation of the table
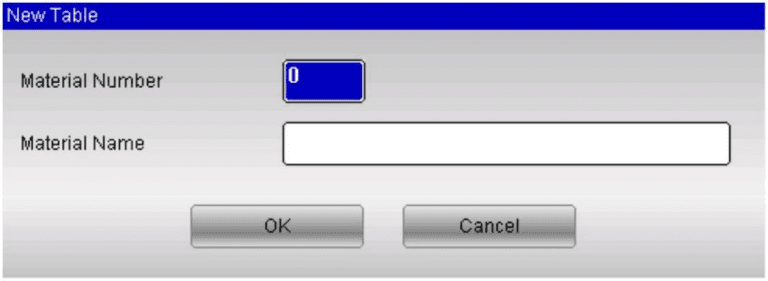
Figure 45 Confirm the creation of a new Materials Table
Should you try to re-enter an already existing value in the database, you will be asked to the confirm whether you wish toreplace the existing value or not.
Self-learning mode
The self-learning mode is extremely useful in the initial phases of learning about the KvaraDB, when this is empty. The purpose to simplify the procedure for acquiring corrections by the operator.
To enable the self-learning mode you must enter the Corrections page by pressing Corrections.
If the database is not enabled press the function key [ENABLE KVARADB].
By activating this function the corrections are acquired without having to press the key [Inserton KvaraDB].
Each time a correction value is changed from the Editor or CORRECTIONS page which is configured in the currentdatabase, all the corrections will be automatically learnt without having to press the key [Insert on KvaraDB].
Press the [Enable self-teach. KDB] key: the icon for enabling the KvaraDB will be displayed in the top right hand corner:
KvaraDB enabled in normal mode
KvaraDB enabled in self-learning mode
3.9.7 Using the correction values
Once the Kvara Database has been enabled, the correction data are automatically searched and entered in the programs, both numeric and graphic.
During the filling out of a numeric program from the Editor or Semiautomatic page, every time a change is made to the key data of the Database, a search is made for the corresponding correction in the table relating to the material entered. If the correction exists, or if it is possible to calculate a value for interpolation, the matching value will be automatically entered in the Field of the page (Editor or SEMIAUTOMATIC).
In case of graphic programs, during the filling out phase, the corrections will automatically be searched and applied to thecorrection fields in the same way of the numeric program.
Interpolation of the data
In the event of the interpolation property being entered in one or more key fields, this will be calculated starting from thedata recorded in the Database.
The interpolation that is made is of the linear type: the records are searched with a key value immediately higher (HIG )and lower (LOW) than the desired one.
If the HIG and LOW are found, the result will be an average value between the corresponding correction values, if they are not found, no correction will be calculated.
The maximum distance between the two higher and lower values can be entered on the property page (the Int. range parameter in Figure ).
This means that if the difference between INF and SUP is greater than the value Range Int. the interpolation will not be calculated as they would if the two
values had been found.
If the Int. range = 0 the interpolation will always be calculated.
Tolerance on the thickness
This function allows you to exploit the corrections of the database also for bend programs with thickness values that differ slightly from those saved.
By setting a tolerance on the thickness, in fact, the corrections are only searched if a thickness value exists in the database that is found within the tolerance range (the toll parameter is showed in
EXAMPLE
If we only have correction values in the database that correspond to thickness of 2 mm, and we have entered a thickness of 2.1 mm in the program, normally no value will be uploaded.
By adding the tolerance at 0.2 mm, for any program with thicknesses found between 1.8 mm and 2.2 mm, the corrections corresponding to 2 mm of thickness
will be uploaded, that is the only ones existing in the database.
3.9.8 Materials Table
How to enter the materials Table page
To access the Materials Table page follow the steps below:
– enter the Corrections page by pressing the button
– press the [Materials list] key
The page appears as illustrated in the figure:
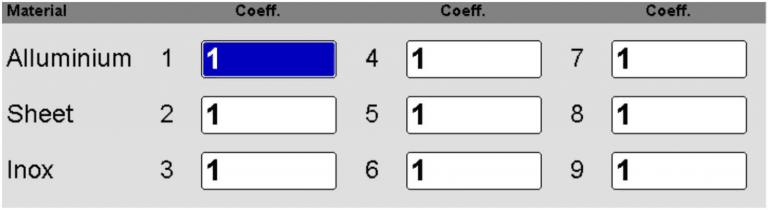
Figure 46 Material list table
How to use the materials coefficient
Open the Materials Table page and enter the coefficients for correcting the materials.
This parameter will be used in the calculation of the stretch for all the bends entered after the change of the coefficientsand for all the new programs. To apply the corrections in an existing programs it will be necessary to re-enter the angle ineach bend.
The default value of the coefficients is 1, with this value the standard stretch is calculated by re-processing the DIN6935standard. The value entered in the coefficients will be multiplied by the stretch calculated, therefore by setting the value2, a double stretch is calculated, while by setting the value at 0.5, half a stretch is calculated.
The tolerated values must be found between 0 and 9, the tolerated decimals are up to a maximum of 4.
How to disable the calculation of the stretching
To disable the calculation of the stretch of the material, it is sufficient to set all the coefficients to 0.
With the calculation disabled, the corrections of the X in the numeric programs will no longer be calculated and the development of the piece in the graphic programs will be the exact sum of all the segments.
Saving the coefficients
To save the coefficients entered in the external memory just press the save button .
Uploading the coefficients
To upload the coefficients entered from a USB device just press the function key [Load from disk].
The coefficients will also be saved and automatically uploaded from the page 2>> Configure via the function keys [Save ALL] and [Load ALL].
3.10 Dutch Folding/Coining coefficients
How to enter the Corrections Coefficient page
The Coefficients Corrections page contains the parameters “Dutch Folding” and “Coining” coefficients.
In order to access to the Coefficients Corrections page it is necessary to follow the steps below:
– enter the Corrections page by pressing the button.
– press the key [Coeff. Corrections].
The following page will appear:
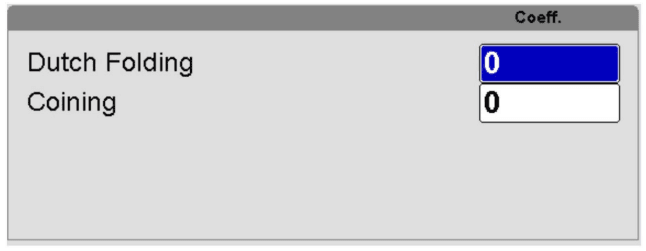
Figure 47 Coefficients Corrections
How to use the Dutch Folding/Coining coefficient
Open the Coefficient Corrections page and enter the parameters. In order for them to be assimilated after the setting it is necessary to reboot the NC.
These parameters will be used to calculate the L.D.C. for all the bends of the Doutch Folding/Coining type. This means that they will be algebraically added to the L.D.C that are calculated normally.
Saving the coefficient
The coefficients are automatically saved every time you exit from the “Coefficients Correction” page. They are not saved in the current work program, however they always remain linked to the machine.
How to delete the changes to the coefficient
To delete the changes to the coefficients press the [Undo. Correct.] key. The values present on opening the page will be restored.
3.11 Corrections in semiautomatic mode
It is possible to directly enter the corrections of the angles and of the back gauges from the semiautomatic page with thepossibility of applying the correction
entered to all the angles that are equal in that specific piece of that section, or justthat specific bend.
Semiautomatic page
When the machine is found in STOP, the following semiautomatic page will appear:
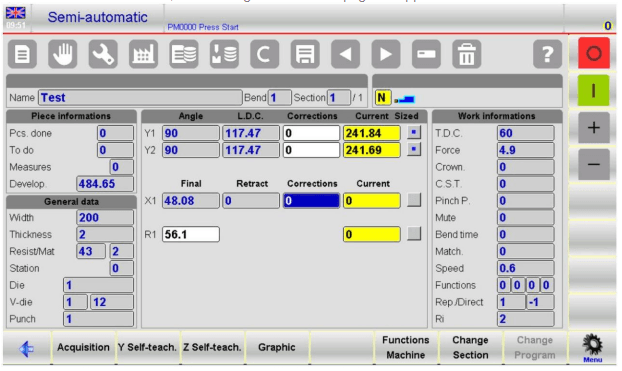
Figure 48 Semiautomatic page in STOP
It is possible to edit the corrections of Y1, Y2, and the X axes, therefore the operator can enter the corrections directly from this page without having to return to the Editor page.
When the START is enabled, the editing listed above will just be in ‘read only’ format therefore the semiautomatic page will appear as follows:
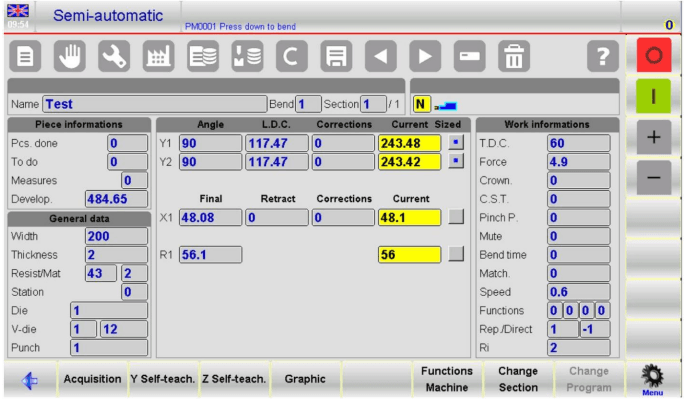
Figure 49 Semiautomatic page in START
How to make the corrections
If the corrections are made on the semiautomatic page, said corrections will be made directly to the current bend. When a correction is changed, the
corresponding edit is displayed with the colours reversed; in this way the operator is advisedabout the changes made.
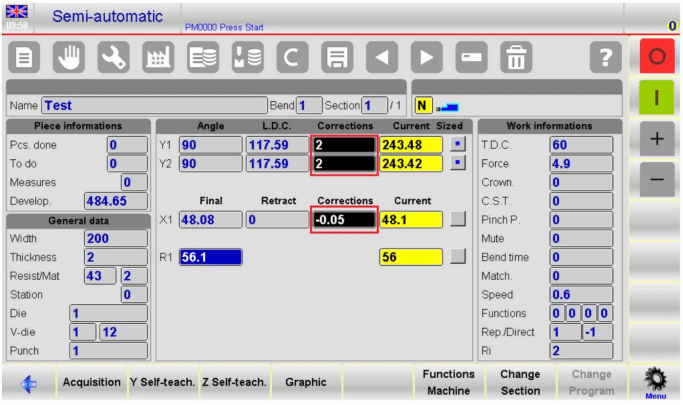
Figure 50 Corrections in Semiautomatic highlighted by three red square
In order to extend the corrections to all the bends of the current section with the same angle as that of the current bend,you must follow the steps below:
Make the corrections:
– press the  button to view the sub menu;
button to view the sub menu;
– press the function key [Conf. Sec. Equal Bend]
In order to extend the corrections to all the bends of the piece having the same angle as that of the current bend, youmust follow the steps below:
Make the corrections:
– press the button to view the sub menu;
– press the function key [Conf.Pr. Equal Bend].
Corrections internal radius
It is possible to display the internal radius of the bend on the Editor page. The internal radius is always calculated, either in graphic or numeric, the calculation method can be selected from the generic parameters. The change of the internal radius will influence the stretch calculations, but only if the program is
numeric. If the program has been generated ingraphic, the change to the internal radius will not recalculate the stretching.
Consult the machine parameters manual for the various application modes for the internal radius.
3.12 Selection of the DIN formula to calculate the stretch
It is possible select the standard DIN formula if you need to use it (for calculating the stretch). In order to select the standard formula, set the generic Stretching Formula parameter to 1. This Field can also be changed by the operatorfrom the 4>> User Parameters page.
Checking the program
Once the changes have been made, press START to take the axes into position. The check of the program willbe realized automatically and in case any errors
are detected, a message will then be sent which will remain insemiautomatic STOP status.
Self-Teach cycle
There are special situations in which it is not possible to use the bend quota calculated by the numeric control forcarrying out a bend (rounded punches, coining bends, bends outside the V-die, etc…).
In these circumstances it is helpful to use the self-learning cycle of the bend quota (L.D.C. point) you want to insert on the SEMIAUTOMATIC page.
If this procedure is activated, any step change will be made at the end of a bend, the cycle will remain on the currentbend to allow the operator to execute the self-learning of the desired height of the end of the bend (L.D.C. point).
In order to find the correct height of the end of the bend the operator can adopt various methods:
– if the quota to be reached is greater than the quota of the end of the bend calculated, the new quota can only be searched using the up pedal ;
– if the quota to be reached is lower than the quota of the bend calculated, the operator must enable the Re ascent to TDC with ascent enabling input, and without releasing the down pedal at the quota of the end of the bend have to press the or the Start button in order to go down by a tenth or a hundredth of millimetre at a time.
The procedure can be activated from the SEMIAUTOMATIC page like following:
– press Semiautomatic;
– press the START button to position the back gauges Axes;
– press the Down pedal for make the bend;
– search for the point of the desired end of the bend via the procedure described above;
– press [Y self-teach.];
– press the up pedal;
– repeat the procedure for all the bends of the program; in order to move between the various bends use the Previous and Next button.
Once the self-teaching has been completed for all the bends:
– press Stop and execute the program from the first bend.
4 Bend programming and management
4.1 Summary Bends page
This page allows you to simultaneously view the data of all the bends of the current program. This page is in table formsimilar to the graphic interface of TRIA.
From this page it is also possible to change the program data, using the main functions contained in the Editor page.The table is organised so that a bend corresponds to each column, and the date of the bends correspond to each row.
4.1.1 How to enter in the summary bend page
In order to access the Bend Summary page follow the steps below:
– from the Editor page press the Menu button to open the menu
– select the item 10>> Summary Bend using the scroll bar; and the summary bend page will open.
– this page contains the following information (indicated in the figure):
– the heading of each column contains the progressive number of the bend in the program
– the first column on the left contains the description of the value associated with the row
– the value currently selected will be highlighted against a yellow background
– indications of the name of the program selected
– indications of the bend selected from the total number of bends in the current section
– indications of the current section from the total number of sections in the program
– function key [New Program] to create a new program
– function key [Next Page] to display the data of the next page
– function key [Preceding page] to display the data of the preceding page
– function key [Change Section] to take the current selection to the first bend of the next section.
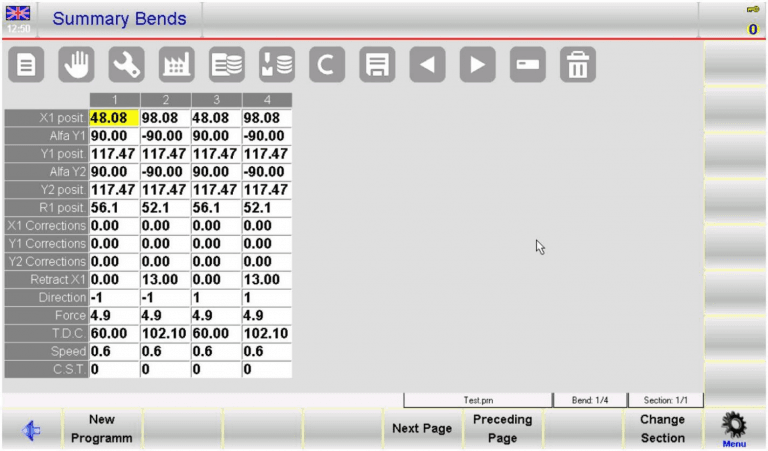
Figure 51 Summary bend Page
4.1.2 How to use the bend summary page
How to shift the selection
To shift the selection from one bend to another in the program:
– press the Previous and Next button. If you press the Next button when the selection is on the last bend in the program, a new bend will be added at the end.
N.B.
When there are a lot of bend and it is not possible they are displayed in only one page, the ones in excess will not beimmediately visible.
These can be viewed by pressing the Next button.
How to change a value
In order to change a value, move onto the corresponding cell touching with a finger and insert the new value using the “soft keyboard” and selecting “Ok”.
The selection will move onto the next field.
How to change the section
In order to shift the selection to the first bend of the next section press the [Change Section] key.
If the selection is positioned on the last section of the program, by pressing the [Change Section] key you will create a new section .
4.1.3 How to create a new program
In order to create a new numeric program from the Bend summary page :
– press the [New Program] key and the following window will open for entering the general program data:
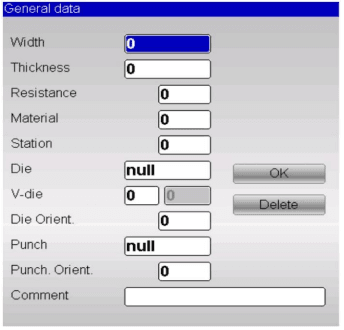
Figure 52 General data window
– enter the width of the metal sheet to be bent, touching with a finger on the field and selecting [Ok].
– enter the thickness of the metal sheet to be bent, touching with a finger on the field and selecting [Ok].
– enter the resistance of the material to be bent, touching with a finger on the field and selecting [Ok], like described in the chapter 3.2
– the material is calculated automatically depending on the resistance.
– enter the die that will be used from the list touching with a finger on the field and pressing the button [OK] (the die must already have been drawn).
– enter the V-die of the die that will be used for the bend, touching with a finger on the field and selecting [Ok] (a die can have more than one V-die; in the event of only having one, enter 1).
– enter the punch that will be used from the list touching with a finger on the field and pressing the button [OK] (the punch must already have been drawn).
– enter a Comment if desired.
– Select the [Ok] button
– Enter the “X1 posit” and “Alfa Y1” data touching with a finger on the fields : all the other bend data will be automatically calculated.
Note
If the default data are enabled (the icon is present in the Editor page) the window illustrated above will not open andinstead a new bend will be directly
created containing the data entered in the default bend.Once the general data have been entered, the cursor will be positioned on the “Alfa Y1” field of the first bend, at thispoint it is possible to enter the rest of the data.
Saving the program
At the end of the setting press Save ; a window will open in which it is necessary to enter the name of the program. After having entered the name, touching with a finger on the field, move onto the [Ok] button.
4.2 “User Parameters” page
This page which does not require a password, prevents the access to the machine parameters, making available of theuser some useful parameters.
– from the settings page press the button to open the menu.
– select the item 4>> User Parameters; the following window will open:
Figure 53 User Parameters page
4.2.1 CORRECTIONS TO AXIS REFERENCE parameters
In the fields of the axes configured, it is possible to make a correction to the reference values compared to the factory data of the machine: this change may
become necessary with any deterioration of the mechanics of the bending press.For example, the factory data of the machine regarding the reference values
of the ram axes are 230.93 mm for Y1 and 230.09 mm for Y2 (as illustrated in the following figure).
Figure 54 Axis Correction Parameters page
Suppose it is necessary to make a correction of -0.09 mm for Y1 and 0.1 mm for Y2: you must enter the correctionvalues in the Y1 and Y2 fields of the PARAMETERS USER page, like in the figure 55.
Figure 55 Axis Sizing corrections table of the User Parameters page
The factory data of the axis parameters of the ram are not changed, but from now, after having made the calibration of the ram axis, Y1 will automatically calibrate to a value of 230.84 mm and Y2 to a value of 230.19 mm.
Saving the user parameters
To save the new User Parameters (in the file UserTara.par) in an external memory press the save button.
Resetting of corrections
If the manufacturer of the press decides to change the factory parameters of the reference values of the axes that have a correction, for example the Y1 axis, the following message will appear on the display, in order to alert of the changing:
Figure 56 Resetting correction message
The relative correction of the User Parameter page will be automatically reset and the reference value will return to being that of the ram axis parameters:
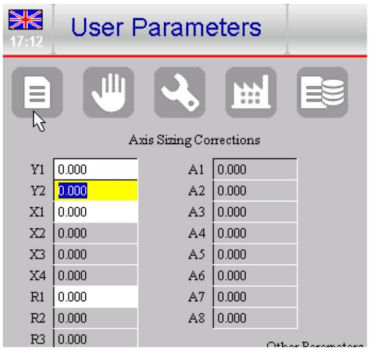
Figure 57 Axis Sizing corrections table of the User Parameters page after resetting the values
4.2.2 Other parameters
The other parameters of the User Parameters page are the same as the MACHINE PARAMETERS, like explained before they are available without using the access password, and have the following meanings:
| Minimum UDS | |
| Minimum value: 0.00 | Maximum value: 9999.99 |
| Default value: 0.00 | Measuring unit: mm |
| Value type double | Protection level: none |
| Present in SW version 1.0 | Change activated From data setting |
| Description: | This indicates the minimum opening of the ram compared to the pinch point to allow for extracting the sheet metal. |
| Application: | Automatic calculation of the T.D.C. |
| Special cases, errors, .. | In the case in which this parameter is set to 0.00 the automatic calculation procedure will calculate an opening in the ram which is just sufficient for extracting the sheet metal plate. |
| Pinch Point Correction | |
| Minimum value: 0 | Maximum value: 9999.99 |
| Default value: 0 | Measuring unit: mm |
| Value type double | Protection level: none |
| Present in SW version 1.0 | Change activated from data setting |
| Description: | Parameter used to compensate the value of the pinch point of the machine. The parameter is added to all the pinch point calculated in the machine programs. |
| Application: | Automatic calculation of the pinch point. |
| Striking Time | |
| Minimum value: 0.00 | Maximum value: 99.99 |
| Default value: 0.10 | Measuring unit: seconds |
| Value type double | Protection level: none |
| Present in SW version 1.0 | Change activated from data setting |
| Description: | Time during which the ram remains stopped on the bend in order to made a coining bend. |
| Application: | The control realize the coining operation automatically if the bend has been defined as Doutch Folding/Coining. |
| Bend time | |
| Minimum value: 0.00 | Maximum value: 99.99 |
| Default value: 0 | Measuring unit: seconds |
| Value type double | Protection level: none |
| Present in SW version 4.0 | Change activated from data setting |
| Description: | Default bending time: this is applied automatically with each new bend created |
| Stretching formula | |
| Minimum value: 0 | Maximum value: 1 |
| Default value: | Measuring unit: |
| Value type double | Protection level: none |
| Present in SW version 14.2 | Change activated from data setting |
| Description: | This parameter allows for selecting the method of calculating the stretch of the material (Bend Stretching), according to the following scheme: 0: ESA Formula 1: DIN 6935 Formula. |
| MM=0, INCH=1 | |
| Minimum value: 0 | Maximum value: 1 |
| Default value: 0 | Measuring unit: |
| Value type double | Protection level: none |
| Present in SW version 1.0 | Change activated from data setting |
| Description: | The following values can be assumed: 0 : values expressed in millimetres 1 : values expressed in inches. |
| Max TDC Opening | |
| Minimum value: 0.00 | Maximum value: 9999.99 |
| Default value: 0 | Measuring unit: mm |
| Value type double | Protection level: none |
| Present in SW version 1.0 | Change activated from data setting |
| Description: | This indicates the opening of the ram calculated automatically in the numeric programs. It must be considered an absolute value compared to the 0 machine – 5 mm. |
| Application: | Automatic calculation of the upper dead point. |
| Special cases, errors, .. | In cases in which this parameter is set to 0 the automatic calculation procedure will calculate an opening value equal to the maximum Ram axis position – 5 mm. |
| Z Deviation value | |
| Minimum value: -1000000 | Maximum value: 100000 |
| Default value: 0 | Measuring unit: mm |
| Value type dword | Protection level: none |
| Present in SW version 6.4 | Change activated Setting parameter |
| Description: | Indicates the deviation value to be used whenever the deviation of the Z axis is enabled in the bend in progress. Only one value exists, this is used for both the Z axes and in particular: Z1 will execute an incremental positioning of the value set towards negative heights Z2 will execute an incremental positioning of the value set towards positive heights Example : Deviation value of Z = 50 Height Z1 = 1000 Height Z2 = 2000 When the recoil is realized Z1 will move to 950, and Z2 will move to 2050 From the 8.7 version, if the deviation value is negative, the deviation of the Z will be realized first, followed by the deviation of the X, if the value entered is positive, the deviation of the X will be realized first, followed by the deviation of the Z. |
| Always Change Step at TDC | |
| Minimum value: 0 | Maximum value: 1 |
| Default value: 0 | Measuring unit: |
| Value type double | Protection level: none |
| Present in SW version 1.0 | Change activated from data setting |
| Description: | The following values may be assumed: 0: the step change is realized when the ram reaches the Pinch point during the raising. 1: the step change is realized once the ram has reached the TDC. |
| Application: | Execution of a program in automatic or semiautomatic. |
| Always Change Step at BDC | |
| Minimum value: 0 | Maximum value: 1 |
| Default value: 0 | Measuring unit: |
| Value type double | Protection level: none |
| Present in SW version 1.0 | Change activated from data setting |
| Description: | The following values may be assumed: 0: the step change is realized when the ram reaches the Pinch point during the raising. 1: the step change is realized once the ram has reached the L.D.C. |
| Application: | Execution of a program in automatic or semiautomatic. |
4.3 “General data”
In this page it is possible to make changes of a bend of a program and then apply the changes to
– all the bends of the program
– all the bends of the section
– all the bends of the program with the Y1 angle equal to that of the changed bend
– all the bends of the section with the Y1 angle equal to that of the changed bend.
4.3.1 How to enter the “General data” page
In order to access to the general data page it is necessary to follow the steps below:
– from the Editor page press the Menu button to open the menu
– select the item 8>> General data using the scroll bar; now you enter the General data page.
This page has the same set up as that of the Editor page and contains the following information (indicated in the figure58):
– the fields in which the user has changed the value are displayed with the colours reversed ;
– the fields in which the value has been changed due to the effect of a recalculation made by the program, will have a red background ;
– the [Undo correct.] button for delete the changes made temporarily.
– the [Program Ok] button for applying the changes made to all the bends of the program.
– the [Section Ok] button for applying the changes made to all the bends of the current section.
– the [Conf. Pr. Equal bend] button for applying the changes made to all the bends of the program that have the same Y1 angle as the one displayed on the
page.
– the [Conf. Sec. Equal bend] button for applying the changes made to all the bends of the current section that have the same Y1 angle as the one displayed on the da page.
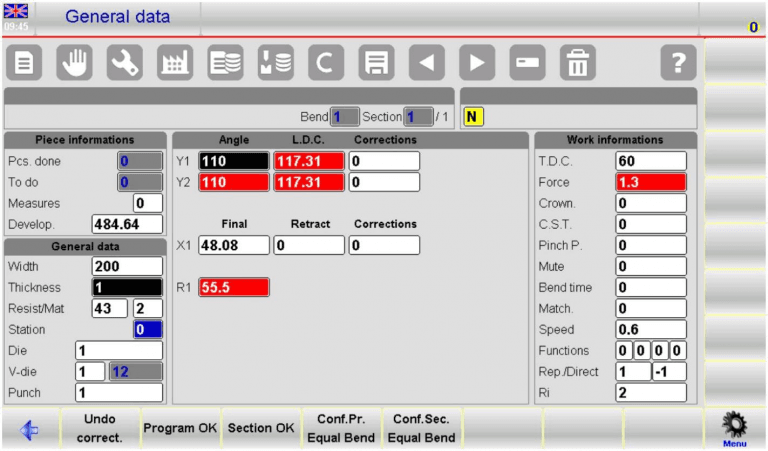
Figure 58 General data page
4.3.2 How to make corrections to the bend program
From the Editor page open the general data page, which contains the same data as the currently activated bend.
Change the data of the bend displayed.
The changed or recalculated fields will turn a different colour to the one of the normal fields in order to remind the userwhich changes have been made.
N.B.
The bend displayed on this page is NOT actually the bend of the active program but instead, a copy to be changed as desired.
For this reason the changes made on this page are NOT applied to any bends in the program until such time as one ofthe four confirm keys are pressed.
How to apply the changes made only to the current section
To apply the changes made to all the bends of the current section press the [Section Ok] button.The values highlighted with reverse colours will be copied to all the bends of the current section in the active program,and for each one, the corresponding recalculations will be realized.
If you only wish to apply the changes to the bends in the current section, which have the same bend angle as that of the bend displayed, press the [Conf. Sec. Equal bend] button.
Upon concluding the operation all the fields of the page will return to their normal colours.
How to cancel the changes made
To cancel the changes made on the general data page press the [Undo correct.] button.
NOTE
It is possible to shift between the bends of the program with the Previous and Next buttons.
It is not possible add or delete bends from this page, to execute these operations you must return to the Editor page.
4.4 “Metal-working machine” function
The “Metal-working machine” functions are as follows:
– “New Bend” function
– Dutch Folding bend forcing.
4.4.1 How to enable the “Metal-working machine” function
– from the Editor page press the key to open the menu
– select the item 2>> Configuration ; and you will enter onto the Configuration page.
– select the item 6>> Machine parameters
– enter the password and press [Ok]
– press the key Parameters 2
– enter the value 1 in the Metal-working machine Field of the Auxiliary Functions parameters group.
– from this moment on both the “New Bend” and “Forced Dutch Folding bend” functions will be enabled.
4.4.2 “New Bend” Function
This function, active on the Editor and Summary Bends page, allows you to create new bends containing the same data as the previous bend.
Normally instead, the new bends only have the general data the same as those of the previous bend.
This function is active in the following cases:
– Next bend function: by pressing the Next button when you are positioned on the last bend in the section, a new bend will be added to the end of the section.
This new bend will contains the same data as the preceding bend.
– Insert step function: by selecting the Enter step item from the menu you add a new bend to the current position.
– This new bend will contains the same data as the preceding bend.
NOTE
When this function is enabled it will be necessary to pay attention to the Next bend button. In fact, if you are positioned on the last bend in the section and you continue to press the Next button under the impression that you are scrollingthe bends, in fact you will be adding new ones.
In order to scroll through the bends it is recommended to use the Previous button .
To add new steps according to the normal method, the function button [New Step] will be activated on the Editor andBend summary page.
If you press this button it is the same as pressing the Next button when this function is not enabled. In this case each new bend will only contain the general data of the preceeding bend.
4.4.3 Dutch Folding bend forcing
This functions, active in the Editor and in the Summary bends page, allows you to enter a bend as Dutch Folding simply by setting the value 0 in the Y1 Angle field.
4.5 Last Bend
The last bend icon indicates that the current bend is the last one in the section, to prevent to add new bends for error.
The last bend icon is showed on the figure 59, on the right top part.
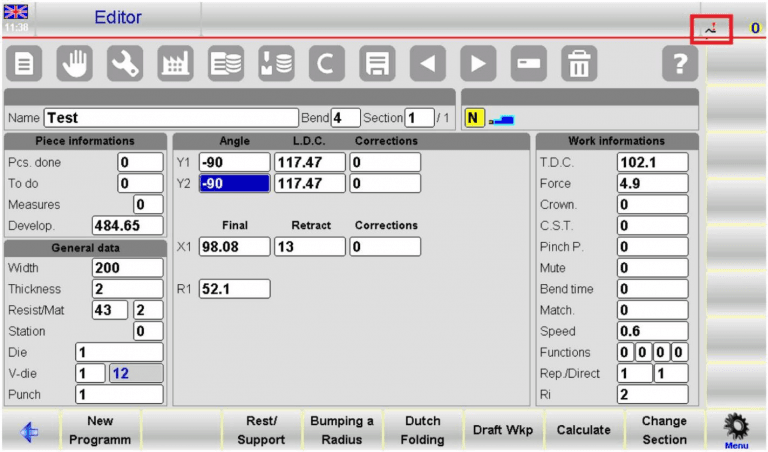
Figure 59 Last bend Icon highlighted by a red square
4.6 “Machine Functions” page
It is possible enter some special Machine functions for each bend.
– from the Editor page press the Menu button to open the menu;
– select the item 9>> Functions Machine using the scroll bar.
The following window will be displayed:
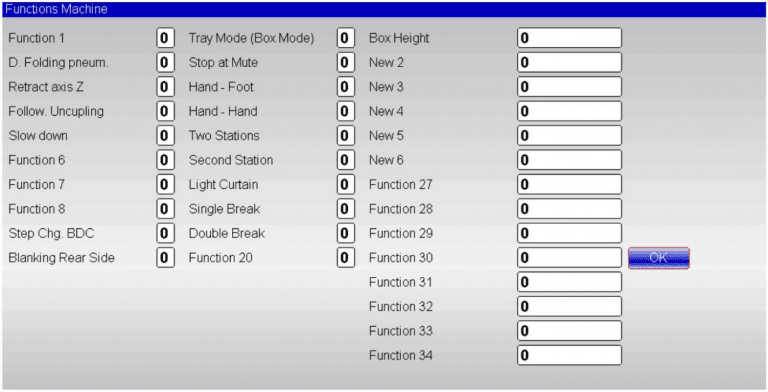
Figure 60 Functions Machine
The Machine functions are as follows:
D.Folding pneum. function
If this function is set 1 in a Dutch folding bend , the pneumatic die raise.
Retract axis Z function
If this function is set to 1, the Z1 and Z2 axes will execute a recoil according to the parameter “Z Deviation value” described before.
Follow. Uncoupling function
If this function is set to 1, the follower during its movement will execute the release cycle . To know the follower axisworking refer to the followers user manual.
Slow down function
If this function is set to 1, during the Semiautomatic and Automatic cycle, the ram will always descent in slow speed.
Step Chg. BDC function
If this function is set to 1, the bend change will be made once the ram reaches the Lower dead point (at the end of the bend).
Blanking rear Side function
This function is used only with the “MCS” safety system. If this function is set to 1 the rear beam go OFF.
Tray Mode (Box Mode) function
Used with the “lazer safe” and the “MCS” safety system. Set this function to 1 when you are bending a box-type structure.
Box Height function
Used with the “lazer safe” and the “MCS” safety system. It indicates the height of the fin to be entered in mm, to be specified in case of using of the “Tray Mode” function.
If a value is entered in this function, when the safety system intercepts the fin with the beam and after checking that the entered value coincides exactly with
the height of the fin it makes the ram descend using the fast speed until reaching the mute-point calculated by the program.
Stop at Mute function
This function is only used with the “laser safe” safety system. By setting the parameter to 1 the ram stop at the speed change point. Pressing the down pedal another time you will continue the down stroke.
Hand-Foot function
This function is only used with the “laser safe” safety system. By setting the parameter to 1 you can stop at the mute- point using the manual control (if installed), and then continue by pressing the down pedal.
Hand-Hand function
This function is only used with the “laser safe” safety system. By setting the parameter to 1 you are able to stop at the mute-point with the manual control (if installed), and then continue with the same.
Two Station fun ction
This function is only used with the ‘laser safe’ safety system. By setting the parameter to 1 you are able to use bothpedals (if installed).
Second Station function
This function is only used with the ‘laser safe’ safety system. By setting the parameter to 1 you are able to use only thesecond pedal (if installed).
4.7 Saving the programs
The format of the work programs changes after version 10.1 due to the fact that the number of functions has beenincreased to 20. While the version 10.x is
able to read programs make from previous versions, the programs saved with 10.x versions or higher are not compatible on the previous versions.
For this reason, it is now possible to save a programor all the numeric programs in a previous version.
Version Saving page
The page contains the following information (indicated in the figure):
– list of the numeric programs present in the current work directory
– index of the version of the program currently selected on the list
– check box for selecting the version in which to save the programs
– function key [Save As…] to save the selected program of the list in the selected version
– function key [Save ALL As…] to save all the programs present on the list on an external memory, in the selected version.
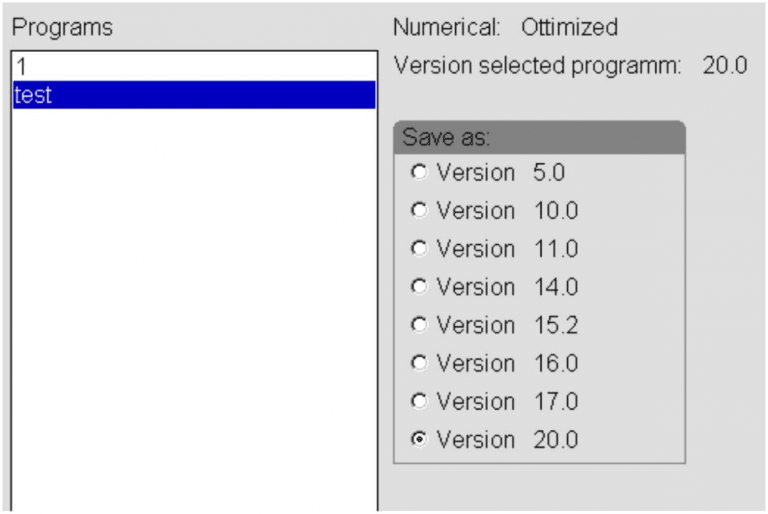
Figure 61 Save Version page
How to save a numeric program in the previous version
To save a numeric program in the previous version, follow the steps below:
– press the Punches and Dies List button to enter the Program list page.
– press the function button [Save version] to enter the saving page.
Select the program to be converted and the format to be saved (example Version 14.0), using the touch function.
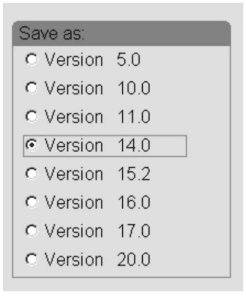
Figure 62 View of the “save as” window
– press the function key [Save As …].
– a window will open in which it is necessary to enter the name of the program.
– after having entered the name select the [Ok] button .
– the new program will be saved in the desired format in the program list of the CNC.
How to save all the programs in the previous version
To save all the programs in the previous version, follow the steps below:
– press the Punches and Dies List button to enter the program list page
– press the function key [Save version] to enter the saving page.
Select the format to be saved (example Version 14.0), using the touch-screen function.
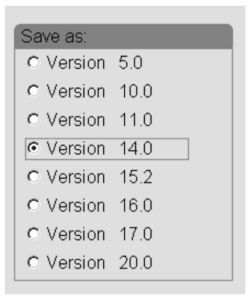
Figure 63 View of the “save all as” window
– Insert a formatted device into the USB port with sufficient free space.
– press the function key [Save all As …].
– all the programs present in the CNC program list will be saved in the external memory.
4.8 “Tooling” page
This page manages the works stations and therefore allows for automatic calculation of the Z axes. You can access thispage in the following way:
– from the Editor page press the Menu button to open the menu.
– select the item 11>> Tooling using the scroll bar; you will access the following page.
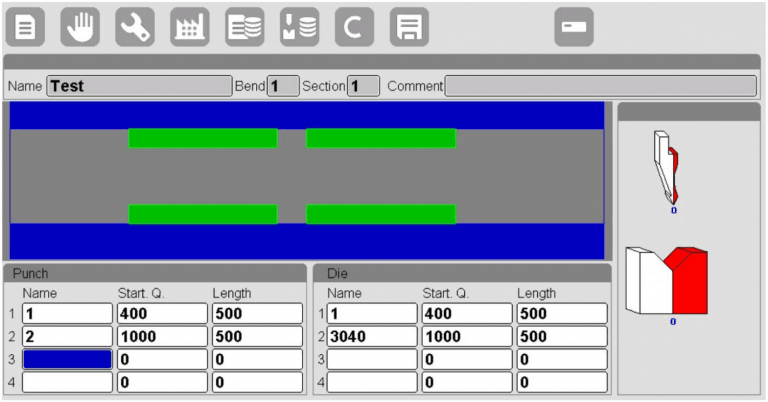
Figure 64 Tooling page
The window at the top gives a front view of the machine. The “Teeth” inside the machine, represent the tools.
The windows on the right represent the directing of the tools.
The two windows at the bottom contain the data of the tools for each work station (a maximum of 4) and representrespectively:
– the number of the work stations to be entered in the program (from 1 to 4).
– the name of the punch and the die used in that specific work station (the name must be the same as the one contained
on the list of dies and punches).
– the measurements of the beginning of the tool for each work station (if the Machine Parameter “Distance 0-inside shoulder” is entered, the measurements will be calculated from point 0 and not from the point of the internal shoulder).
– the lengths of the tools for each work station (Length).
4.9 Other Menu Pages
Turning off the NC
This allows you to turn off the CNC. Follow the steps below:
– press the Menu button two times to open the menu.
– select the item 5>> Shut down.
Viewing the software version
This allows you to view the information relating to the Software version currently in use (SW Version), the “ISO Version”,the “PLC Version”, the “User PLC
Version”, the cnc “Serial Number”, the cnc “Model”, the maximum “Axis Number” canbe enabled, and the “User Options” installed. Follow the steps below:
– press the Menu button two times to open the menu.
– select the item 6>> Version .
Viewing the logo
This allows you to view the Esautomotion logo. It is also possible to personalise it with the logo of your own company.Follow the steps below:
– press the Menu button two times to open the menu.
– select the item 7>> Logo .
4.10 Remote selection of the programs

In order to use this mode it is necessary to prepare the necessary resources and correctly configure the
CNC. For this purpose, please refer to the Machine Parameters Manual provided by the manufacturer of
the machine.
5 Integrated CAD
Introduction
The Esautomotion numeric controls for the press brakes are also equipped with a function that allows for drawing all the necessary graphic elements for checking the feasibility of the sequences of a bend; these graphic elements are asfollows:
– lower part of the machine.
– upper part of the machine.
– punch.
– die.
– piece to be bent.
The access of the drawing of the elements listed above is described in the brief guide.
5.1 Drawing function
The drawing function works by tracing line segments in accordance with the data entered by the operator. The data can be entered in either polar format or Cartesian format, however use of the polar format is recommended tomake the settings more user-friendly.
5.2 Polar setting of the drawing data
This function allows for defining the sections that will make up the drawing by mean of setting a pair of data:
– length of the side.
– angle compared to the following side.

the angles entered must be between ± 180.0°.
The conventions with which these angles must be entered is as follows:
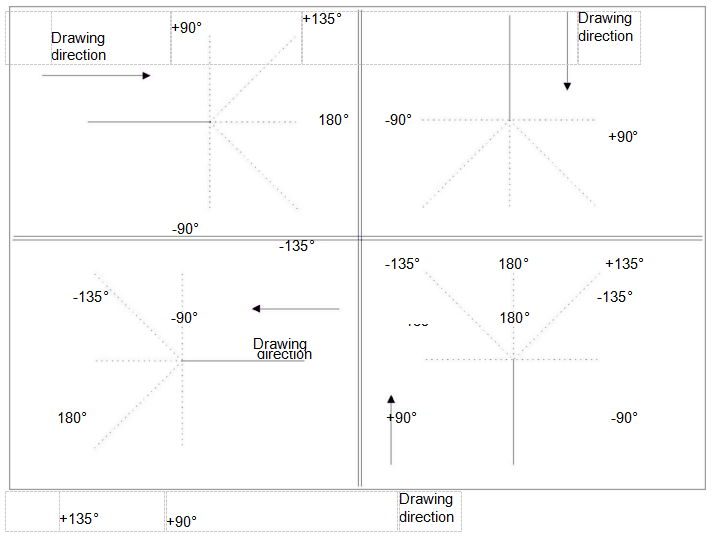
Figure 65 Conventions for setting the angles
5.2.1 Cartesian setting of the drawing data
This function allows for defining the sections that will make up the drawing by means of a pair of coordinates that identify the difference between the beginning and end of the segment.
The Cartesian coordinates are not absolute but instead relate to the beginning of the segment and they must be enteredas described in Figure 65.
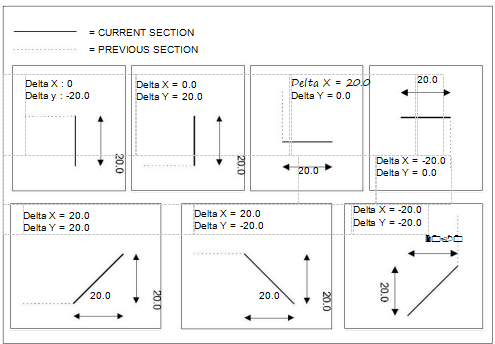
Figure 66 Conventions for setting the cartesian coordinates
5.2.2 General data
Before starting the drawing of a graphic element it is necessary to enter some general data that will vary according to theobject you wish to draw.
The data to be introduced in this phase are described in the specific chapters for each object.
5.3 Drawing page
Activation
In order to access the drawing select with a finger the [Ok] button. The drawing page consists of several windows:
– Area 1 window of the drawing information or the status bar contains: the name of the program that you are drawing. The number of the section of the current drawing. the number of the step of the current drawing. the scale factor of the drawing.
– Area 2 window of the graphic tracing of the drawing in which the drawing corresponding to the data entered will be displayed.
– Area 3 window of the polar setting of the drawing in which it is possible to enter the data relating to the length of the side to be drawn “l” and the angle compared to the following side “Alpha“.
– Area 4 window of the Cartesian setting of the drawing in which it is possible to enter the Cartesian coordinates “DX” and “DY” which represent the difference between the initial coordinates and the final ones of the length to be drawn.
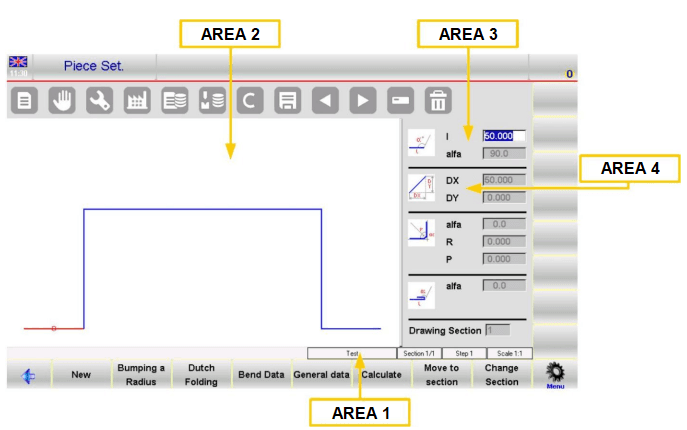
Figure 67 Drawing window
5.4 Entering of the data of the drawing
When you access the drawing in Area 2 the first side standard length is automatically drawn.This section will be highlighted in red with a circle around it.
The initial direction of the drawing can be changed by pressing the button [Sub Menu] and selecting thebutton [Rotation].
The cursor is located in the field “l” in Area 3; there is a standard value in this field.
N.B.
Each value entered must be confirmed by selecting Ok from the soft keyboard.
5.4.1 How to enter a drawing in polar mode
If the cursor is not located in the field “l” of Area 3 it will be necessary to press the button [Sub Menu] and[Polar Format] to activate the polar type setting.
As described in the Polar Setting chapter of the in drawing data, the values to be entered are as follows:
1) the length of the side; the side will be rescaled depending on the length entered and the cursor will move onto the “alpha” Field for setting of the angle.
2) the angle compared to the following length.
The length described above will turn blue; the following length will be drawn, it becomes the current length, it will beshown in red.
A circle surrounds the section currently being entered.
After completing the entering of the data the cursor moves into field for setting the length of the new side.
The entering of this data pair must be repeated until the drawing has been completed.
Updating the information about the drawing
If the measurements entered exceed the dimensions of the window, the drawing will automatically be rescaled; the scale factor of the drawing in Area 1 will be updated.
Every time a new length is drawn the number of the current length is displayed in the “step” Field of the Area 1 it will be increased.
How to finish the drawing
In order to indicate that the drawing is finished you must set the angle of the last length to zero.
How to select the drawing data
To select the drawing data it is necessary to scroll through them with the Previous and Next buttons.
The Previous button scrolls backwards through the data forming the drawing in sequential mode, passing step-by-step between the “alpha” and the “l” Field. The Next button scrolls forwards through the data in sequential mode, passing step-by-step in the “l” Field. When you scroll through the data of a drawing the length relating to the data displayed will be highlighted and the number of the current step will be displayed in the Area 1.
How to change the drawing data
To change the drawing data it is necessary to:
– select the value.
– enter the new value.
– press [Ok] to accept the new value.
– the drawing will be traced depending on the new value entered.
Use of the directional arrows of the soft keyboard
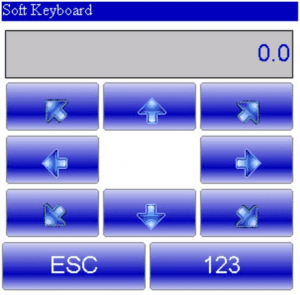
Figure 68 Position of the direction keys
The directional keys move horizontally or vertically the length.
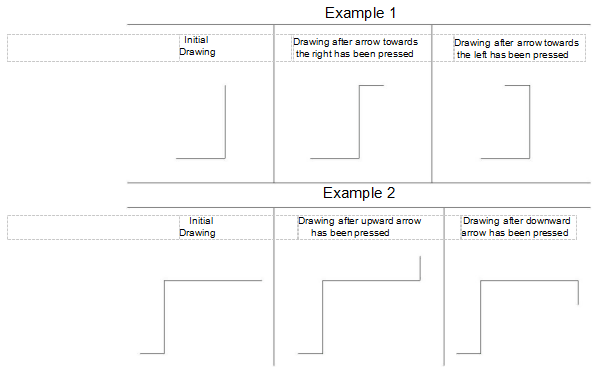
Figure 69 Using of the arrows
Using the directional arrows and keys of an external keyboard
In our CNC is it possible connect a ps2 or USB external keyboard.The directional keys move diagonally through the segments.
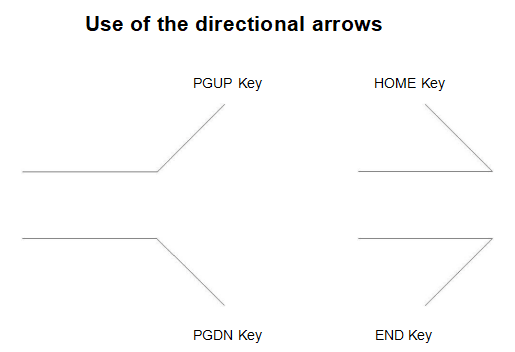
Figure 70 Use of the directional keys
The existing angle is automatically entered in the “alpha” Field between the current length and the side traced depending on the directional key that has been pressed.
How to delete a length of the drawing
To delete a length of the drawing it is necessary to select the data of the section that you want to delete and press the Delete button.
The current length will be deleted; the following length will be orientated depending on the angle entered in the previous deleted length.
How to delete a length of the drawing
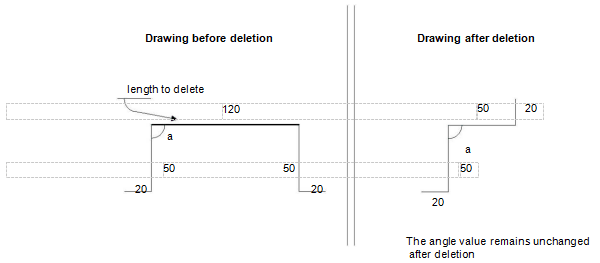
Figure 71 Deletion of a length
If the last length entered is deleted it will be replaced by a length with a standard length. If you want delete the last length you must move onto the data of the previous length and finish the drawing.
How to enter a length in the drawing
Press the Menu button and select 1>> Insert – in this way a length will be inserted before the current one.
The data of the length that is inserted will be standard and they cause the extending of the currently length side by 20mm.
At this point it is necessary to enter the values of the new length to obtain the desired drawing.
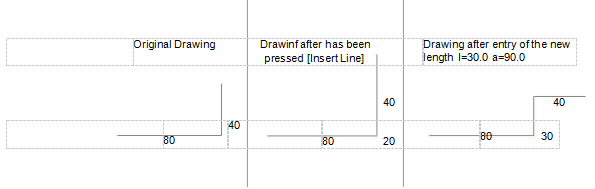
Figure 72 Inserting a length
If you have difficulties using the Insert function it is recommended to move onto the point where you want to insert the new length, delete all the subsequent length and restart the drawing.
5.4.2 How to use the Cartesian format
If it is not possible to define a segment in polar format, the function of drawing allows you to define it in Cartesian format.
Activation
Press [Sub Menu] and [Cartesian Editor] once you are located on the drawing length desired.
The selection will move onto Area 4.
1) you must enter the difference between the beginning and the end of the segment along the horizontal axis in the DX field and select [Ok].
2) you must enter the difference between the beginning and the end of the segment along the vertical axis in the DY field and select [Ok].
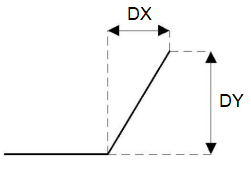
Figure 73 Cartesian data setting
To return to the polar format it is necessary to press the [Polar Editor] key once again.
6 Description of the program data
6.1 Header section
This section contains a description of the header information contained in the upper part of the EDITOR page:
| Name | |
| Minimum value: | Maximum value: |
| Default value: | Measuring unit: Alphanumeric characters |
| Value type | Protection level: |
| Present in SW version 1.0 | Change activated |
| Description: | This is the name of the program currently running; if nothing is entered in the field the program will be a temporary program which has still not been saved. The program name can have 32 characters. From this field is possible select a program present in the list entering his name. |
| Bend | |
| Minimum value: 1 | Maximum value: 80 |
| Default value: | Measuring unit: pure number |
| Value type | Protection level: |
| Present in SW version 1.0 | Change activated |
| Description: | This is the bend currently in run. |
| Section | |
| Minimum value: 1/1 | Maximum value: 8/8 |
| Default value: | Measuring unit: pure number |
| Value type | Protection level: |
| Present in SW version 1.0 | Change activated |
| Description: | The first value is the section currently used in the bending phase; the term section is understood as the side of the metal sheet on which you are carrying out the bends. The second value is the total number of the Section present in the program. |
6.2 Supplementary information not settable by user interface
The header section also contains some information that cannot be changed:
– type of bend; the following values may be assumed:

normal bend in the air
radius bend
conical radius bend
dutch folding (hemming) bend
coining bend
conical bend
Hammerle bend with bottom V-die variable (bend on 3 points)
– rest-support; the following values may be assumed:

rest of the metal sheet, the metal sheet must be pushed against the stop
support of the metal sheet, the metal sheet must be resting on top of the first step of the stop
double support of the metal sheet, the metal sheet must be resting on top of the second step of the stop![]()
– Default bend: the default bend of is enabled.
6.3 Section data of the piece
This section contains the data regarding the entire piece.
| Pieces done | |
| Minimum value: 0 | Maximum value: 9999 |
| Default value: 0 | Measuring unit: pure number |
| Description: | This indicates how many pieces of the program in progress have been made; the value is automatically updated during the execution, however the user can change this as desired. |
| To do | |
| Minimum value: 0 | Maximum value: 9999 |
| Maximum value: 9999 | Measuring unit: pure number |
| Description: | This indicates how many pieces the user wishes to execute; the number is automatically decreased at the end of each piece; at the end of the last piece the automatic execution will stop and it will be necessary to press the START button to continue working. |
| Measures | |
| Minimum value: 0 | Maximum value: 2 |
| Default value: 0 | Measuring unit: pure number |
| Description: | The following values may be assumed: 0 = Description of the work-piece by external measurements (it is considered the stretching of the sheet metal in the calculation of the program). 1 = Description of the work-piece by neutral fiber measurements (it is not considered the stretching of the sheet metal in the calculation of the program). 2= Description of the work-piece by internal measurements (it is considered the stretching of the sheet metal in the calculation of the program). |
| Devel. | |
| Minimum value: 0 | Maximum value: 9999 |
| Default value: 0 | Measuring unit: mm/inch |
| Description: | In the numerical program with the data MEASURES= 0 or 2 is the size to subtract to the total length of the sheet metal to have the Blank Size. In the graphic program with the data MEASURES= 0 or 2 is the total length of the sheet metal considering the stretchings (Cutting lengths or Blank size). In the graphic program with the data MEASURES= 1 is the total length of the sheet metal not considering the stretchings In the numerical program with the data MEASURES= 1 no value is calculated. |
6.4 Section general data
This section contains a description of the general data concerning the piece; the user can however change them bend bybend.
| Width | |
| Minimum value: 0 | Maximum value: 99999.9 |
| Default value: | Measuring unit: mm |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | This indicates the width of the metal sheet in the point of bend. |
| Thickness | |
| Minimum value: 0.01 | Maximum value: 99.99 |
| Default value: | Measuring unit: mm |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | This indicates the thickness of the metal sheet in the point of bend. |
| Resistance | |
| Minimum value: 0 | Maximum value: 150 |
| Default value: Aluminium = 25 Iron = 45 Stainless steel = 70 | Measuring unit: kg/mm² |
| Value type unsigned character | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | This indicates the resistance of the material; it is recommended to use the default values specified if you do not know the real resistance values, nevertheless, in case of errors in the final angle or in the calculation of the development, it will be necessary to check that any incorrect entering of this value will not influence the results. |
| Material | |
| Minimum value: 1 | Maximum value: 9 |
| Default value: | Measuring unit: pure number |
| Value type unsigned character | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | This indicates the type of material and the following values may be assumed: 1 = aluminium type 1 2 = iron type 1 3 = stainless steel type 1 4 = aluminium type 2 5 = iron type 2 6 = stainless steel type 2 7 = aluminium type 3 8 = iron type 3 9 = stainless steel type 3 This value is automatically initialised depending on the resistance entered; in particular, if the resistance is found between 0 and 30 the aluminium type 1 is used, if it is found between 31 and 50 the iron type 1 is used, if it is greater than 50 then the stainless steel type 1 is used; it is the user’s responsibility to check whether it is necessary to change the material proposed according to the results obtained. Once the program has been entered, the selection of the Material must be realized manually even if you have to reset the resistance. In order to generate the material in automatic mode based on the resistance it will be necessary to create a new program. The value of the material refers to the Materials Table contained in the correction page. |
| Station | |
| Minimum value: 0 | Maximum value: 4 |
| Default value: 0 | Measuring unit: pure number |
| Value type unsigned character | Protection level: |
| Present in SW version 5.0 | Change activated setting of value |
| Description: | This is the number of the work station that is used for the selected bend, it allows you to make an automatic calculation of the Z. 0 = no account is taken of the work stations and the machine positions the Z for bending in the centre of the machine. 1 – 4 = number of the station to be used in the selected bend , defined in the tooling page. |
| Die | |
| Minimum value: | Maximum value: |
| Default value: | Measuring unit: Alphanumeric characters |
| Value type char[9] | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | This is the name of the die used in the selected bend. |
| V-die | |
| Minimum value: 1 | Maximum value: 10 |
| Default value: 1 | Measuring unit: pure number |
| Value type unsigned character | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | This is the number of the V-die used in the selected bend; it must be borne in mind that it is possible to draw multi V-die dies that are exactly the same as the real ones; the V- dies are automatically numbered in a progressive manner during the drawing phase. To the right appears the width of the V-die selected. |
| Punch | |
| Minimum value: | Maximum value: |
| Default value: | Measuring unit: Alphanumeric characters |
| Value type char[9] | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | This is the name of the punch used in the selected bend. |
6.5 Axis and angle data section
This section identifies the data contained in the central part of the video in which it is possible to enter the angles of the bend, the positions of the axes, and any corrections.
| Y1 Angle | |
| Minimum value: -179.9 | Maximum value: 180.0 |
| Default value: | Measuring unit: degrees |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Bending angle required on the cylinder Y1. |
| L.D.C. Y1 | |
| Minimum value: 0.00 | Maximum value: 9999.99 |
| Default value: | Measuring unit: mm/inch |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Position that the Y1 axis must reach to obtain the required angle. |
| Y1 Corrections | |
| Minimum value: -90.0 | Maximum value: 90.0 |
| Default value: | Measuring unit: degrees |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Y1 bending angle correction to obtain the correct angle; this can also be entered in the CORRECTIONS page. |
| Y2 Angle | |
| Minimum value: -179.9 | Maximum value: 180.0 |
| Default value: | Measuring unit: degrees |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Bending angle required on the cylinder Y2. |
| L.D.C. Y2 | |
| Minimum value: 0.00 | Maximum value: 9999.99 |
| Default value: | Measuring unit: mm/inch |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Position that the Y2 axis must reach to obtain the required angle. |
| Y2 Corrections | |
| Minimum value: -90.0 | Maximum value: 90.0 |
| Default value: | Measuring unit: degrees |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Y2 bending angle correction to obtain the correct angle; this can also be entered in the CORRECTIONS page. |
| X1 final | |
| Minimum value: -99.99 | Maximum value: 9999.99 |
| Default value: | Measuring unit: mm/inch |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Position the X1 axis must reach to obtain the bending length. |
| X1 Retract | |
| Minimum value: 0 | Maximum value: 999.99 |
| Default value: | Measuring unit: mm/inch |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Distance the X1 axis must move back when the ram reaches the pinch point to prevent a plate collision with the back-gauges. |
| X1 Corrections | |
| Minimum value: -999.99 | Maximum value: 9999.99 |
| Default value: | Measuring unit: mm/inch |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Correction to make to the position of X1 axis to obtain the required bending length. Normally with the data MEASURES=0 is the material stretching. In support mode the length of the back gauges is automatically added. |
| X2 Final | |
| Minimum value: -99.99 | Maximum value: 9999.99 |
| Default value: | Measuring unit: mm |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Position the X2 axis must reach to obtain the bending length. |
| X2 Retract | |
| Minimum value: 0 | Maximum value: 999.99 |
| Default value: | Measuring unit: mm/inch |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Distance the X2 axis must move back when the ram reaches the pinch point to prevent a plate collision with the back-gauges |
| X2 Corrections | |
| Minimum value: -999.99 | Maximum value: 9999.99 |
| Default value: | Measuring unit: mm/inch |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Correction to make to the position of X2 axis to obtain the required bending length. Normally with the data MEASURES=0 is the material stretching. In support mode the length of the back gauges is automatically added. |
| R1 Final | |
| Minimum value: -99.99 | Maximum value: 9999.99 |
| Default value: | Measuring unit: mm/inch |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Height position the R1 axis must reach to allow the rest-support of the metal plate. |
| R2 Final | |
| Minimum value: -99.99 | Maximum value: 9999.99 |
| Default value: | Measuring unit: mm |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Height position the R2 axis must reach to allow the rest-support of the metal plate. |
| Z1 Final | |
| Minimum value: -99.99 | Maximum value: 9999.99 |
| Default value: | Measuring unit: mm/inch |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Opening position of the Z1 axis towards the left to allow the rest of wide metal plates. |
| Z2 Final | |
| Minimum value: -99.99 | Maximum value: 9999.99 |
| Default value: | Measuring unit: mm/inch |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Opening position of the Z2 axis towards the right to allow the rest of wide metal plates. |
| A1 Final (with Operating Mode set as Mechanical crowning) | |
| Minimum value: 0 | Maximum value: 100 |
| Default value: | Measuring unit: % / mm / inch |
| Value type double | Protection level: |
| Present in SW version 3.2 | Change activated setting of value |
| Description: | This is the position of the mechanical crowning (like WILA type for example), expressed in % of his maximum range or in mm/inch. This functionality is present if this axis is present in the machine. |
| A1 Final (M Axis Hammerle press-brake) | |
| Minimum value: -99.99 | Maximum value: 9999.99 |
| Default value: | Measuring unit: mm |
| Value type double | Protection level: |
| Present in SW version 14.0 | Change activated setting of value |
| Description: | This is the position of the M axis used to change the depth of the die and therefore also the angle, in the 3-point bend of the Hammerle type machine. This function is present if the press-brake is Hammerle type and consists of a die with a variable bottom V-die. When the press-brake is Hammerle type on the top right part of the screen the icon will be displayed. |
| A1 Final (with Operating Mode set as Follower arm) | |
| Minimum value: 0 | Maximum value: 90 |
| Default value: | Measuring unit: Degrees |
| Value type double | Protection level: |
| Present in SW version 6.0 | Change activated setting of value |
| Description: | This is the position of the follower arm 1, expressed in degrees, compared to the angle formed with the support plane of the sheet metal. This function is present if the press is equipped with follower arms. |
| A2 Final (with Operating Mode set as Follower arm) | |
| Minimum value: 0 | Maximum value: 90 |
| Default value: | Measuring unit: Degrees |
| Value type double | Protection level: |
| Present in SW version 6.0 | Change activated setting of value |
| Description: | This is the position of the follower arm 2, expressed in degrees, compared to the angle formed with the support plane of the sheet metal. This function is present if the press is equipped with follower arms. |
6.6 Work data section
This section contains a description of the work data used bend by bend.
| T.D.C. (Top Dead Center) | |
| Minimum value: 0.01 | Maximum value: 999.99 |
| Default value: | Measuring unit: mm / inch |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | This indicates by how many millimetres the ram must be opened at the end of the bend (the space between the edge of the die and the punch). |
| Force | |
| Minimum value: 0.1 | Maximum value: 9999.9 |
| Default value: | Measuring unit: tons/short tons |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | This is the force necessary to bend the sheet metal. |
| Crown. (hydraulic crowning) | |
| Minimum value: 0 | Maximum value: 100 |
| Default value: | Measuring unit: % |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Percentage of the maximum crowning force required to straighten the press brake base during the bend phase. This function is used if the press-brake is equipped with an hydraulic crowning. |
| C.S.T. (Change Step Time) | |
| Minimum value: 0 | Maximum value: 99.99 |
| Default value:0 | Measuring unit: seconds |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Delay Time between the step change and the departure of the back gauges to allow the user to remove the metal plate. 99 wait for change step by pressing Down command. |
| Pinch point | |
| Minimum value: -99.99 | Maximum value: 999.99 |
| Default value: | Measuring unit:mm/inch |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Indicates by how many the calculated pinch point must be modified to allow correct clamping. |
| Mute | |
| Minimum value: -99.99 | Maximum value: 999.99 |
| Default value: | Measuring unit: mm/inch |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Indicates by how many the calculated speed change point must be modified to allow a correct ram speed change. |
| Bend time | |
| Minimum value: 0 | Maximum value: 99.99 |
| Default value: | Measuring unit: seconds |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Time the ram remains at LDC to allow the metal plate to be yelded. |
| Match. | |
| Minimum value: 0 | Maximum value:10 |
| Default value:0 | Measuring unit: m/min |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Speed used by the ram to accompany the metal plate to rise from LDC to the pinch point to prevent overturning heavy plate on to the operator. |
| Speed | |
| Minimum value: 0 | Maximum value: 10 |
| Default value: | Measuring unit:m/min |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Bending ram speed. |
| Functions from 1 to 20 | |
| Minimum value: 0 | Maximum value: 10 |
| Default value:0 | Measuring unit: pure number |
| Value type unsigned character | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Indicates by how many the calculated speed change point must be modified to allow a correct ram speed change. |
| Bend time | |
| Minimum value: 0 | Maximum value: 99.99 |
| Default value: | Measuring unit: seconds |
| Value type double | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Management of special functions through ON-OFF output. 0 = function not enabled 1 = function enabled The Function 2 manage pneumatic dies and folding bases and allow the departure of the back gauges when the ram is at the TDC. In order to access to the functions not directly displayed in this page, follow the instruction in the relative chapter of this brief guide. |
| Rep. (Repetitions) | |
| Minimum value: 1 | Maximum value:99 |
| Default value:1 | Measuring unit: pure number |
| Value type unsigned character | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Number of times the bend must be repeated before passing on to the next one. |
| Direct | |
| Minimum value: -1 | Maximum value: 1 |
| Default value: 1 | Measuring unit: pure number |
| Value type unsigned character | Protection level: |
| Present in SW version 1.0 | Change activated setting of value |
| Description: | Direction of the metal plate insertion (not valid for the numerical program). |
| Ri (Internal radius) | |
| Minimum value: 0 | Maximum value: 9999.99 |
| Default value:0 | Measuring unit: mm |
| Value type unsigned character | Protection level: |
| Present in SW version 14.0 | Change activated setting of value |
| Description: | Internal radius of the bend calculated. In a NUMERIC program changes in this data will directly influence the development calculations. In a GRAPHIC program shows to the operator which internal radius will be obtained. |
7 Options
If a customer buy an Option from the manufacturer he can easily introduce it in the NC loading it from the text file.
Write the code in a text file named kvoptions.txt and copy it in the main root of an USB memory . Press Menu button (one or two time) , 3>> Diagnose, Menu button, 3>> User Option. This windows will appear:
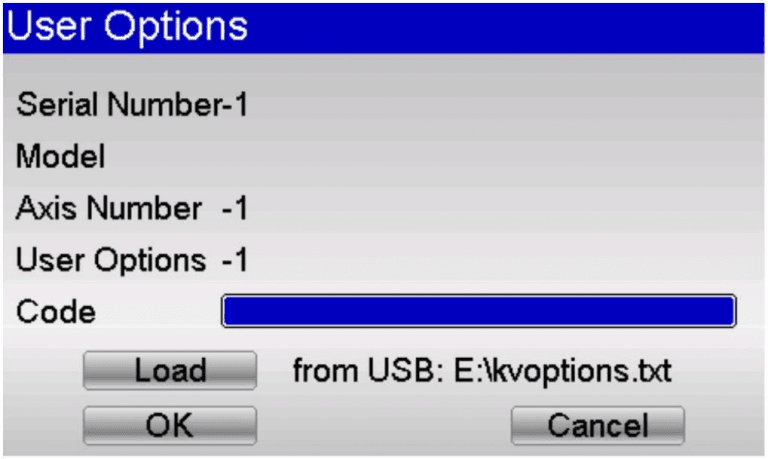
Figure 74 user Option window
Insert the USB memory in the NC and press “Load”. When the code appear on the field “Code” select “OK”, put the password “666205” and select “OK”. After press Menu button two time select 2>> Configuration and [Reboot CN].
The “Code” is provided by the press-brake manufacturer.
Where to Buy CNC Press Brake in the World?
KRRASS was established in Singapore, formerly GMS, and its production base in China was established in 1998. Our company deals in machinery and tools related to sheet metal fabrication. Partnering with world-renowned manufacturers, we are always on the lookout for user-friendly solutions to all your metal forming needs. If you need to know more about the bending machine, please click: CNC Press Brake