Welding often is the most critical process in a fab shop as it is usually one of the last steps in fabricating components. Parts have spent hours being cut into precise shapes and likely formed into various shapes prior to welding. Significant material costs, time and labor have been added making these valuable components now being presented to the welding stations. But which is the right welding application to use? Should the tried and trusted MIG/TIG welding approach be best or should the much newer process of Laser Welding be implemented? What factors need to be considered when deciding? Below we answer these questions and open an insight into the differences between these important welding processes.
Welding Speed
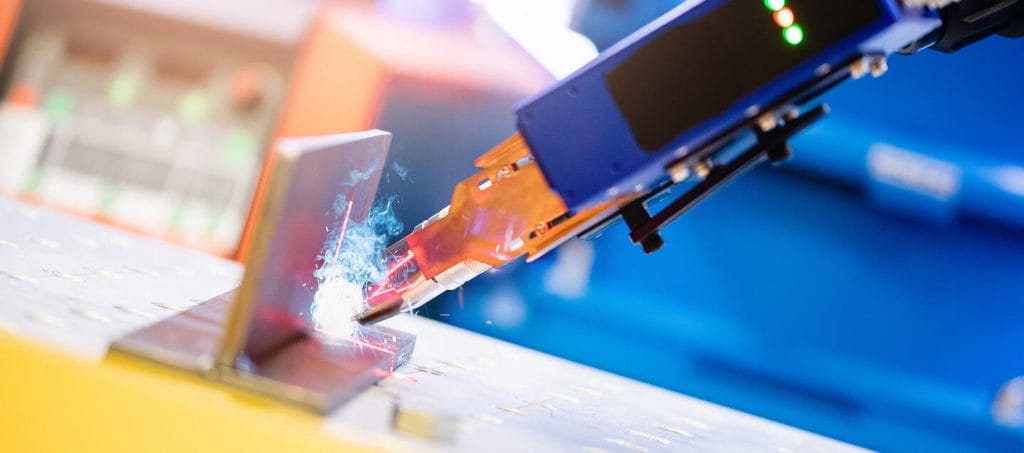
Simple to use laser welding machines, also called beam welders, are very quick and easy to use. The laser spot welding machine has the advantages of simple operation and fast welding speed but has difficulty gaining penetration into thicker materials. These operations of non MIG welding systems is relatively difficult, and specialized, although the welding speed is relatively fast, the welding speed of an automatic laser welding machine and automatic MIG welding is not very different. Because MIG welding still needs molten wire, the welding speed will be slightly slower than that of automatic laser welding machine and is only hampered by the wire feeding speed.
Weld Penetration
Weld penetration is a critical factor for successful welding. Penetrate too much and you blow through the opposite side creating a scrapped part and weak weld. Penetrate to little and you don’t have sufficient adhesion of the components being welded assuring part failure when applied. A Laser welding machine is designed to melt materials by laser adhering them without any additional materials, such as wire required in MIG welding. However laser penetrates very shallow and as such requires suppliant material and an application that allows for its shallow depth penetrations. It’s not that laser welding is not suitable for all applications, but rather that the cost is too high for most applications. However when the right application is found, laser welding may be the only affordable choice. For example, if a 2.0mm stainless steel plate needs to be welded, if a laser welding machine is used, at least a 500W optical fiber transmission laser welding machine must be used, and the price is about $100K. Therefore, it is not cost-effective to use laser welding if the penetration required for welding thick materials is very deep.
Weld Appearance
Not only do welds need to be fast for affordability penetrate for a lasting strength and bond, but they also need to have a good appearance. And although MIG welding applications can be performed producing that “stack of dimes” effect, it is very difficult to maintain that quality of weld consistently in production. The welding appearance of the laser welding machine however is far more aesthetic of argon arc welding (MIG/TIG) with non melting electrode and has no consumables (other then gasses) that effect the weld quality. . The welding appearance of an automatic laser welding machine is similar to that of automatic argon arc welding machine. Thin materials look better with laser welding due to no material being heaped upon the joined sections. In terms of welding integrity, as long as the power of laser welding machine is large enough, it can weld firmly, which is comparable to argon arc welding. Also to note, the heat of the laser welding machine is more concentrated and therefore thermal deformation of the material is small, so the laser welding machine has more advantages in welding thin-walled materials. In terms of precision, the precision of a laser welding machine is much higher, and the repeatability of welding on a laser welding system basically does not need to be checked as often, which saves time and trouble.
Weld Simplicity
Under the right conditions, the operation of laser welding is much less difficult than that of non melting electrode argon arc welding. In fact, argon arc welding needs accurate consumables manufactured with high precision machinery and is prone to component failure, but laser welding is much better and easy to operate under the right conditions. Even if there are errors in laser welding typically the problem is not big and can be easily corrected.
Summary
Laser welding machine is better for welding thin-walled materials whose shape maintains a consistent structure such as stamped parts. For welding thick materials, if there are no high requirements for welding speed and welding accuracy, it can be more cost-effective to use argon arc welding machine.