MAXPRO200
Instruction Manual
807700
English
Contents
Safety
Recognize safety information
Follow safety instructions
Electrical hazards
Electric shock can kill
Cutting can cause fire or explosion
Fire prevention
Explosion prevention
Toxic fumes can cause injury or death
Grounding safety
Static electicity can damage circuit boards
Compressed gas oquipment safety
Gas cylinders can explode if damaged
A plasma arc can cause injury and bums
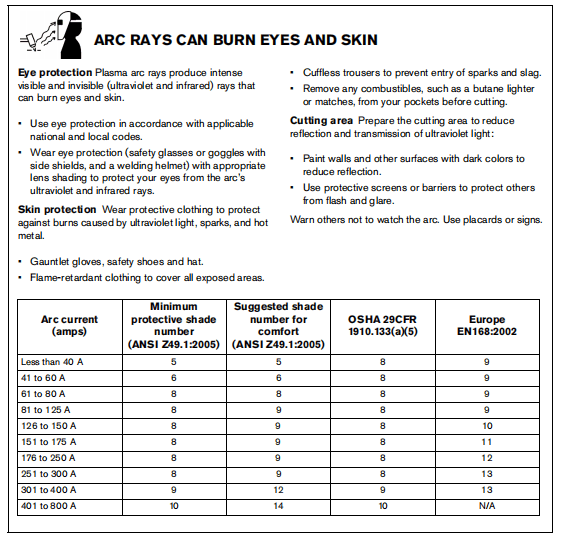
Arc rays can bum eyes and skin
Pacemaker and hearing aid operation
Noise can damage hearing
A plasma arc can damege frozen pipes
Dry dust collection information
Laser radiation
Symbols and marks
Additional safety infomation
Electromagnetic Compatibility (EMC)
Introduction
Installation and use
Assessment of area
Methods of reducing emissions
Mains supply
Maintenance of cutting equipment
Cutting cables
Equipotential bonding
Earthing of the workpiece
Screening and shielding
Warranty
Attention
General
Limitation of liability
National and local codes
Liability cap
Insurance
Transfer of rights
Product Stewardship
Introduction
National and local safety regulations
Certification test marks
Differences in national standards
Safe installation and use of shape cutting equipment
Pocedures for periodic inspection and testing
Qualification of test personnel
Residual current devices (RCDs)
Higher-level systems
Environmental Stewardship
Introduction
National and local environmental reguations
The RoHS directive
Proper disposal of Hypertherm products
The WEEE directive
The REACH regulation
Proper handling and safe use of chemicals
Fumes emission and air quality
Specifications
System description
General
Power supply
Ignition console
Torch
Gas system
Cooling system
System gas requirements
Power supply
Mechanized torches
Straight torch-428024
Quick-disconnect torch -428027 or428028
Hand torches
90 degree hand torch- 420108
65 degree hand torch- 420107
Installation
Upon receipt
Claims
Installation requirements
Noise levels
Placement of system components
Recommended grounding and shielding practices
Introduction
Types of grounding
Grounding practices
Placement of the power supply
Torch lead connecions
Work lead connectons
Torch connections
Connect the torch to the quick-disconnect receptacle
Torch mounting and alignment
Mounting the torch
Torch alignment
CNC interface cable
Notes to CNC interface cable runlist
Remote ON/OFF switch (provided by customer)
Power requirements
General
Line disconnect switch
Main power cable
Connect the power
Torch coolant requirements
Premixed coolant for standard operating temperatures
Custom Coolant mix tor cold operating temperatures (below-12°C/10°F)
Custom Coolant mix for hot operating temperatures (above38°C/100°F)
Water purity requirements
Fill the power supply with coolant
Connect the supply gases
Air/air cutting
N2/N2 supply gas connection
O2/Air Supply gas hook up
Gas requirements
Setting the supply gas regulators
Gas regulators
Supply gas plumbing
Supply gas hoses
Air
Oxygen
Nitrogen
Operation
Daily start-up
Controls and indicators
Power supply operation
General
3-digit display functions
Choosing a cutting process
Handheld cutting
Specifications
Consumable selection and gas setings
Starting a cut
Piercing
Gouging
Specifications
Gouging safety
Gouge a workpiece
Gouging techniques
Straight gouging
Side gouging
Gouge profiles and metal removal rates
Varying the gouge profile
Cutting parameters
Mechanized consumables
Hand held torch consumables
Hand held cutting and gouging consumable selection
Mid steel
Stainless steel
Aluminum
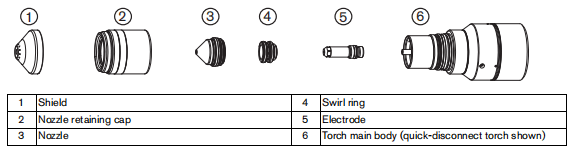
Install and inspect consumables
Install consumables
Inspect consumables
Torch maintenance
Routine maintenance
Quick-disconnect maintenance
Maintenance kit
Torch connections
Quick-disconnect torch
Straight torch
Replace the torch water tube
Common cutting faults
Machine torch
Hand torch
Optimizing cut quality
Tips for table and torch
Plasma setup tips
Maximize the life of consumable parts
Additional factors of cut quality
Cut angle
Dross
Straightness of the cut surface
How to increase cutting speed
Estimated kerf-width compensation
Metric
English
Cut charts
Maintenance
Introduction
Preventive maintenance
Power supply status
Sequence of operation and power supply status
PCB block diagram
Error codes
Diagnostic functions
Troubleshooting table
Initial checks
Power measurement
Power supply coolant system servicing
Draining the coolant system
Coolant flow test
Coolant system filter replacement
Air filter elment replacement
Gas leak tests
Control board
Control board LED list
Control board test points
Start circuit
Operation
Start circuit functional schematic
Start circuit troubleshooting
Plot arc current levels
Transfer current
Chopper tests
Automatic chopper and current sensor tests during power-up
Using a meter to measure open circuit voltage (OCV)
Phase loss detection
Torch lead test
Preventive maintenance
Introduction
Preventive maintenance protocol
The power supply
Cooling system
Torch main body
Gas flows
Cable connections
Ignition console
System grounding
Preventive Maintenance Master Schedue
Daily:
Weekly:
Semi-annually:
Annually:
Coolant system
Torch main body
Gas flows
Preventive Maintenance Protocol Checklist
General comments and recommendations
Parts List
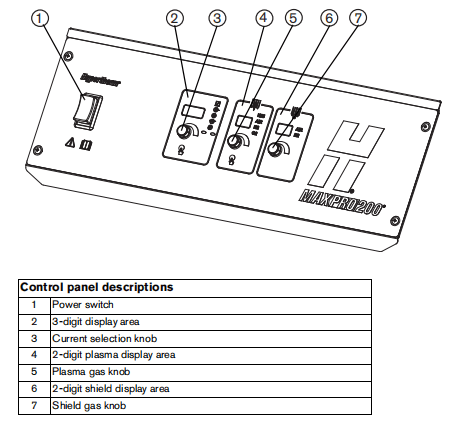
Control panel
Power supply
Ignition enclosure
Height control connection kits
Sensor THC connection kit-428023
Sensor PiHC coonnodion kit-428022
Wire groups and hamesses
USB cables for software updates
Cable for USB update -223291
Cable for USB update – 223273
Power supply gas hose kit – 228862
Machine torches
Straight torch
Quick-disconnect torch
Leads and cables
Machine torch leads
CNC cables
Work leads
Work clamp
Hand torch leads
Inline valve kit
Hand torch heat shield – 127389
90 degree hand torch
65 degree hand torch
Consumable parts kits
Mechanized torch consumable kit-428013
Hand torch consumable kit-428014
Supply gas hoses
Oxygen
Nitrogen
Air
Wiring Diagrams
Wiring Diagram Symbols
Material Safety Data Sheet (MSDS)- Torch Coolant30% PG Mixture
1-identifcation of the substance/mixture and of the company undertaking
2-Hazards identfication
3- Compositon/information on ingredients
4- Frst aid measures
5-Free-fighting meaures
6-Accidental release measures
7-Handling and storage
B-Exposure controls/personal protection
g -Physical and chemical properties
10- Stability and reactivity
11- Toxicological information
12-Ecological information
13-Disposal considerations
14-Transport information
15.Ecological information
16-Other infomation
Safety


SYMBOLS AND MARKS
Your Hyperthem product may have one or more of the following markings on or near the data plate.Due to differences and conflicts in national regulations, not all marks are applied to every version of a product.![]()
S mark
The S mark indicates that the power supply and torch are sutable for operations carried out in environments with increased hazard of electrical shock according to IEC 60674-1.
CSA mark
Hyperthem produds with a CSA mark meet the United States and Canadanregulations for product safety.The products were evaluated,tested, andcertified by CSA-intemational. Alternatively, the product may have a mark by one ofthe other Nationally Recognized Testing Laboratories (NRTL accredited in both the United States and Canada, such as Underwiters Laboratories.Incorporated(UL)or TUV.
CE mark
The CE marking signifes the manufacturer’s dedaration of conformily to applicable European drectives and standards. Only those versions of Hypertherm products with a CE marking located on or near the data plate have been tested for compliance with the Europoan Low Voltage Directive and the EuropeanElectromagnetic Compatiblity (EMC) Directive: EMC fiters needed to comply with the European EMC Directive are incorporated within versions of the product with a CE marking.
GOST-Rmark
CE versions of Hypertherm products that include aGOST-Rmark of confomity meet the product safety and EMC requirements for export to the Russian Federation
c-Tick mark
CE versions of Hypertherm products witha c-Tick mark comply with the EMC regulatons required for sale inAustralia and New Zealand.![]()
CCCmark
The China Compulsory Certification (CCC)mark indicates that the product has been tested and foundcompliant with product safety regulations required for sale in China
UkrSEPRO mark
The CE versions of Hypertherm products that include a UkSEPRO mark of conformity meet the productsafety and EMC requirements for export to the Ukraine.
WARNING LABELS
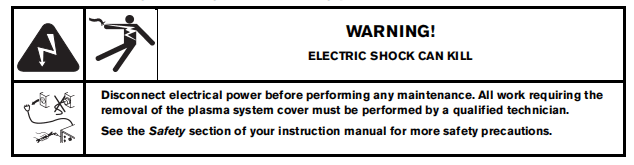
This warning label is affixed to some power supples.lt is important that the operator and maintenance technician understand the intent of these warning symbols as described.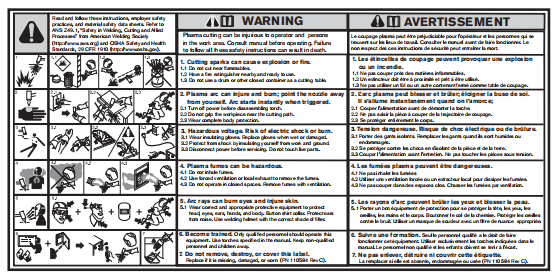
WARNING LABELS
This warning label is affixed to some power supplies. It is important that the operator and maintenance technician understand the intent of these warning symbols as described. The numbered text corresponds to the numbered boxes on the label.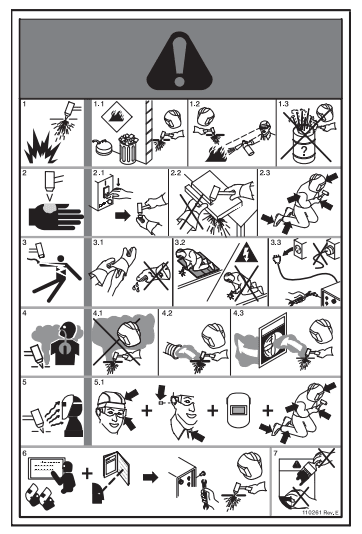
1. Cutting sparks can cause explosionor fire.1.1 Do not cut near flammables.1.2 Have a fire extinguisher nearby and ready to use.1.3 Do not use a drum or other closed container as a cutting table.2. Plasma arc can injure and burn; point the nozzle away from yourself. Arc starts instantly when triggered.2.1 Turn off power before disassembling torch.2.2 Do not grip the workpiece near the cutting path2.3 Wear complete body protection.3 Hazardous voltage. Risk of electric shock or burn.3.1 Wear insulating gloves Replace gloves when wet or damaged.3.2 Protect from shock by insulating yourself from work and ground.33 Disconnect power before servicing. Do not touch live parts.4 Plasma fumes can be hazardous4.1 Do not inhale fumes.4.2 Use forced ventilation or local exhaust to remove the fumes.4.3 Do not operate in closed spaces. Remove fumes with wentiation5. Arc rays can burn eyes and injure skin.5.1 Wear correct and appropriate protective equipment to protect head, eyes, ears, hands, and body. Button shirt colar Protect ears from noise.Use welding helmet with the correct shade of fiter.6. Become trained. Only qualifiedpersonnel should operate thisequipment. Use torches specified in the manual. Keep non-qualifiedpersonnel and children away.7. Do not remove, destroy, or cover this label. Replace if it is missing,damaged, or worn.
Electromagnetic Compatibility(EMC)
Introduction
Hypertherms CE-marked equipment is built in compliance with standard EN60974-10. The equipment shoud be installed and used in accordance with the information below to achieve electromagnetic compatibility.The limits required by EN60974-10 may not be adequate to completely eliminate interference when the affected equipment is in close proximity or has a high degree of sensitivity.In such cases it may be necessary to use other measures to further reduce interference.This cutting equipment is designed for use only in an industrial environment
Installation and use
The user is responsible for installing and using the plasma equipment according to the manufacturer’s instructions.If electromagnetic disturbances are detected then it shall be the responsiblity of the user to resolve the situation with the technical assistance of the manufacture.In some cases this remedial action may be as simple as earthing the cutting circuit, see Eathing of the work piece. In other cases, it could involve constructing an elecromagnetic screen enclosing the power source and the work complete with associated input filters. In all cases, electromagnetic disturbance must be reduced to the point where they are no longer troublesome.
Assessment of area
Before installing the equipment, the user shall make an assessment of potential electromagnetic problems in the surrounding area. The following shall be taken into account:a Other supply cables, control cables, signaling and telephone cables; above below and adjacent to the cutting equipment.
b Radio and television transmitters and receivers
c Computer and other control equip
d Safety critical equipment, for example guarding of industrial equipment.e. Health of the people around, for example the use of pacemakers and hearing aids
f. Equipment used for calibration or measurement.
g. Immunity of other equipment in the environment. User shall ensure that other equipment being used in the environment is compatible. This may require addtional protection measures.h. Time of day that cuting or other activities are to be carried out.The size of the surrounding area to be considered will depend on the stucure of the building and other activities that are taking place. The surrounding area may extend beyond the boundaries of the premises.
Methods of reducing emissions
Mains supply
Cutting equipment must be connected to the mains supply according to the manufacturers recommendations.If inteference occurs,it may be necessary to take additional precautions such as filtering of the mains supply.Consideation should be given to shieldng the supply cable of permanently installed cutting equipment,in metalic conduit or equivalent. Shielding should be electrically continuous throughout its lengh. The shieldingshould be connected to the cutting mains supply so that good electrical contact is maintained between the conduit and the cutting power source enclosure.
Maintenance of cutting equipment
The cutting equipment must be routinely maintained according to the manufacturers recommendations. All access and service doors and covers should be closed and properly fastened when the cutting equipment is in operation. The cutting equipment should not be modified in any way except as set forth in and in accordance withthe manufacturer’s written instructions. For example,the spark gaps of arc striking and stablizing devices should be adjusted and maintained according to the manufacturer’s recommendations.
Cutting cables
The cutting cables should be kept as short as possible and should be positioned close together, running at or close to the floor level.
Equipotential bonding
Bonding of all metalic components in the cutting installation and adjacent to it should be considered.However, metalic components bonded to the workpiece will increase the risk that the operator coud receive a shock by touching these metallic components and the electrode (nozzle for laser heads) at the same time.The operator should be insulated from all such bonded metallic components.
Earthing of the workpiece
Where the workpiece is not bonded to earth for electrical safety, nor connected toearth because of its sze and position, for example, ship’s hull or building steel work,a connection bonding the workpiece to earth may reduce emissions in some, but not all instances. Care shoud be taken to prevent the earthing of the workpiece increasing the risk of injury to users, or damage to other electrical equipment.
Where necessary, the connection of the workpiece to earth should be made by adirect connection to the workpiece, but in some countries where direct connection is not permitted, the bonding should be achieved by suitable capacitances selected according to national regulations.
Note: The cutting circuit may or may not be earthed for safety reasons. Changing the earthing arrangements shoud only be authorized by a person who is competent to assess whether the changes will increase the risk of injury, for example, by allowing parallel cutting current return paths which may damage the earth circuits of other equipment Further guidanceis provided in IEC60974-9, Arc Welding Equipment, Part 9: installation and Use
Screening and shielding
Selective screening and shielding of other cables and equipment inthe surounding area may alleviate problems of interference. Screening of the entire plasma cutting installation may be considered for special applications.
Warranty
Attention
Genuine Hyperthem parts are the factory-recommended replacement parts for you Hyparthem system. Any damage or injury caused by the use of other than genuine Hypertherm parts may not be covered by the Hyperthem waranty, and will constitute misuse of the Hypertherm Product.You are solely responsible ftor the safe use of the Poduct Hyperthemm does not and cannot make any guarantee or waranty regarding the safe use of the product in your environment.
General
Hyperthem, Inc. warrants that its Products shall be free from defects in materials and workmanship for the specific periods of time set forth herein and as folows:if Hypertherm is notified of a defect (i) with respect to the plasma power supply within a period of two (2)years from the date of its delivery to you, with the exception of Powermax brand power supplies, which shall be within a period of three (3) years from the date of delivery to you and (ii) with respect to the torch and leads within a period of one (1)year from its date of delivery to you, and with respect to torch lifter assemblies within a period of one(1) year from its date af delivery to you, and with respect to Automation products one (1)year from its date of delivery to you, with the exception of the EDGE Po CNC and AroGide THC, which shall be within a period of two (2) years from the date of delivery to you, and (iii)with respect to Hylntensity fiber laser components within a period of two (2)years from the date of is deivery to you, with the exception of laser heads and beam delivery cables, which shall be within a period of one (1)year from its date of delivery to you.This warranty shall not apply to any Powemax brand power supplies that have been used with phase converters. In addition, Hypertherm does not warranty systems that have been damaged as a resut of poor power quality, whether from phase converters or incoming line power. This warranty shall not apply to any product which has been incorrectly installed, modified, orotherwise damaged.Hyperthem provides repair, replacement or adjustment of the Product as the sole and exclusive remedy, if and only if the warranty set forth herein properly is invoked and applies Hypetherm, at its sole option, shall repair, replace. or adjust, free of charge, any defective Products covered by this waranty which shall be returned with Hyperthem’s prior authorization (which shall not be unreasonably withheld), properly paced, to Hypertherm’s place of business in Hanover New Hampshire, or to an authorized Hypertherm repair faulty, all costs, insurance and freight pre paid by the customer.Hyperthem shall not be liable for any repairs, replacement, or adjustments of Produdts covered by this waranty, except those made pursuant to this paragraph and with Hypertherm’s prior written consent.The waranty set forth abow is exclusive and is in lieu of all other waranties, express,impied, statutory, or otherwise with respect to the Products or as to the results which may be obtained therefrom, and all implied wananties or condtions of quality or of merchantability or finess for a particular purpose or against infringement. The foregoing shall constitute the sole and exclusive remedy for any breach by Hypertherm of its warranty.Distributors/OEMs may offer diferent or additional waranties but Distributors/OEMs are not authorized to give any addtional waranty protection to you or make any representation to you purporting to be binding upon Hypertherm. Patent indemnity.Except onty in cases of products nat manuactured by Hyperthem or manufactured by a person other than Hyperthem not in strict confomity with Hyperthem’s specifications and in cases of designs, processes, formula or combinations not developed or purported be developed by HyperthemHypertherm will have the right to defend or settle, at its own expense, any suit or proceeding brought against you alleging that the use of the Hyperthem product, alone and not in combination with any other product not supplied by Hyperthem, infringes any patent of any third party.You shall notify Hyperthem promptly uponlearning of any action or threatened action in connection with any such alleged infringement (and in any event no longer than fourteen (14) days after learning of any action or threat of action).and Hyperthem’s obligation to defend shall be conditioned upon Hyperthem’s sole control of, and the indemnifed party’s coopemation and assistance in the defense of the claim.
Limitation of liability
In no event shall Hyperthem be liable to any person or entity for any incidental, consequential dined, indirect, punitive or exemplary damages (including but not imited to lost profits)regardless of whether such lability is based on breach of contract, tort, stnict liabity, breach of waranty failure of essential purpose, or otherwise, and even if advised of the possibility of such damages.
National and local codes
National and local codes governing plumbing and electrical installation shall take precedence over any instructions contained in this manual.In no event shall Hyperthem be liable for injury to persons or property damage by reason of any code violation or poor work practices.
Liability cap
In no event shall Hypertherm’s liablity it any, whether such liablity is based on breach of contract,tort, strict liability breach of waranties, failure of essential purpose or otherwise, for any claim, action suit or proceeding(whether in court, arbitration, regulatory proceeding or otherwise) arising out of or relating to the use of the Products exceed in the aggregate the amount paid for the Products that gave rise to such claim.
Insurance
At all times you will have and maintain insurance in such quantities and types, and with coverage sufficient and appropriate to defend and to hold Hypertherm harmless in the event of any cause of action aising from the use of the products
Transfer of rights
You may transfer any remaining rights you may have hereunder only in connection with the sale of all or substantially al of your assets or capital stock to a successor in interest who agrees to be bound by all of the tems and condtions of this Warranty.
Within thirty (30) days before any such transfer ocours, you agree to notify in witing Hyperthem, which reserves the right of approval. Shoud you fair timely to notify Hypertherm and seek its approval as set forth herein, the Warranty setforth herein shall be null and void and you will have no further recourse against Hypertherm under the Warranty or otherwise.
Product Stewardship
Introduction
Hpetherm maintains a global Regulatary Management System to ensure that products congty with regulatory and environmentalequiements.
National and local safety regulations
National and Local safety regulations shall take precedence over anyinstuction provided with the product. The product shall be imported installed, operated and disposed of inaccrdance with national and localregulations applicable to the installed site.
Certification test marks
Certified products are identified by one or more certification test marksfrom accredited testing laboratories. The certification test marks arelocated on or near the data plate.Each certification test mark means that the product and its safety-critical components conform to the relevant national safety standards as reviewed and determined by that testing laboratory. Hyperthem places certification mark on its product sonty attr that product is manfactured with safety-critical components that have been authorized by the accredited testing laboratory.Once the product has lefrt the Hyperthem factory, the certification test marks are invalidated if any of the following occurs:• The product is modified in a manner that creates a hazard or non- conformance with the applicable standards.• Safety-critical components are replaced with unauthorized spare parts.• Any unauthonized assembly, or accessory that uses or generates ahazardous voltage is added.• There’s any tampering with a safety circuit or other feature that isdesigned into the product as part of the certification, or otherwise.CEmarking constitutes a manutacturer’s declaration of confomity to applicable European directives and standards. Only those versions of Hypethem products with a CE Marking located on or near the data plate have been tested for compliance with the European Low Voltage Directive and the European EMC Directive.EMC filters needed to comply with the European EMC Directive are incorporated within versions of the power supply with a CE Marking.
Differences in national standards
Nations may apply different perfomance, safety or other standards.National dtterences in standards include, but are not limited to:
• Voltages
• Plug and cord ratings
• Language requirements
• Eletromagnetic compatibity requirements
These differences in national or other standards may make it impossibleor impractical for all certhicabon test marks to be placed on the same version of a product. For example, the CSA versions of Hyperthem’s products do not comply with European EMCrequirements, and thereboredo not have a CE marking on the data plate.Countries that require CE marking or have compulsory EMC regulationsmust use CE versions of Hypertherm products with the CE marking onthe data plate. These include,but are not limited to:
• Australia
• New Zealand
• Counties in the European Union
• Russia
It is important that the product and its certification test mark be suitable for the end-use instalation site. When Hypertherm products are shipped to one country for export to another country, the product must be configured and certified properly for the end-use site.
Safe installation and use of shape
cutting equipment
IEC 60974-9. tbed Arc Welding Equipment-Installation and use,provides guidance in the safe instalaton and use of shape cutingequipment and the safe pefomance of autting operations.The requirements of national and local reguations shall be taken intoconsideration during installation, including, but not limited to, grounding or protective earth connecions, fuses, supply disconnecting dewice, andtype of supply circuit Read these instructions before installing the equipment The first and mostimpartant stepisthe satety assessment of the installation.The safety assessment must be performed by an expert, and detemines what steps are necessary to create a safe environment, and what precautions shoud be adopted during the actull installation and operation.
Procedures for periodic inspection
and testing
Where required by local national regulations,IEC60974-specfes testprocedures for periodic inspection and after repair or maintenance, toensure electnical safety for plasma cutting power sources buht inconfommity with IEC 60974-1.Hypertherm performs the continuity of the protective circuit and insulatian resistance tests in the ftactory as non-operating tests. The tests are performed with the power and ground connections removed.Hypertherm also removes some protective devices that would cause false test results. Where required by local national regulations, a label shall be attached to the equipment to indicate that it has passed the tests prescribed by IEC60974-4. The repair report shall indicate the results of all tests unless an indication is made that a particular test has not been performed.
Qualification of test personnel
Electrical safety tests for shape cutting equipment can be hazardous and shall be carried out by an expert in the field of electrical repair, preferably someone also familiar with welding. cutting. and alied processes.The safety risks to personnel and equipment, when unqualified personnel are performing these tests, may be much greater than the benefit of periodic inspection and testing.Hypertherm recommends that only visual inspection be performed unless the electrical safety tests are specifically required by local nationalregulations in the country where the equipment is installed.
Residual current devices (RCDs)
In Australia and some other countries,local codes may require the use of a Residual Current Devices(RCD) when portable electrical equipment is used in the workplace or at construction sites to protect operators from electrical faults in the equipment RCDs are designed to safely disconnect the mains electrical supply when an imbalance is detected between the supply and return current (there is a leakage current to earth).RCDs are available with both fixed and adjustable tip currents between 6 to 40 milliamperes and a range of tip times up to 300 miliseconds selected for the equipment installation, application and intended use.Where RCDs are used, the trip current and triptime on RCDs should be selected or adjusted high enough to avoid nuisance tripping during normal operation of the plasma cutting equipment and low enough in the extremely unlikely event of an electrical fault in the equipment to disconnect the supply before theleakage current under a fault condtion can pose a life threatening electrical hazard to oporators.To verify that the RCDs continue to function properly over time, both thetrip current and the trip time should be tested periodically. Portable electrical equipment and RCDs used in commercial and industrial areas in Australia and New Zealand are tested to the Australian standard AS/ NzS 3760.When you test the insuation of plasma cutting equipment to AS/NZS 3760,measure the insulation resistance according to AppendixB of the standard, at 250 VDC with the power switch in the ON positionto verify proper testing and to avoid the false falune of the leakagecurrent test. False falures are possible because the metal oxide varistors (MOWs) and electromagnetic compatibilty (EMC) filters, used to reduce emissions and protect the equipment from power surges, may conduct up to 10 milliamperes leakage current to earth under normal conditions.If you have any questions regarding the application or intepretation of any IEC standards described here, you ano roquirod to consut with an appropriate legal or other adviser familiar with the International Electrotechnical standands, and shall not rely on Hyperthem in any respect regarding the interpretation or application of such standards.
Higher-level systems
When a system integrator adds additional equipment; such as cutting tables, motor drives, motion controllers or robots, to a Hypertherm plasma cutting system, the combined system may be considered a higher level system. A higher-level system with hazardous moving parts may constitute industrial machinery or robotic equipment, in which case the OEM or end-use customer may be subject to additional regulations and standards than those relevant to the plasma cutting system as manufactured by Hypertherm.It is the responsibility of the end-use customer and the OEM to perform arisk assessment for the higher-level system, and to provide protectionagainst hazardous moving parts. Unless the higher-evel system is certified when the OEM incorporates Hypertherm products into it,the instalation also may be subject to approval by local authorities. Seek advice from legal counsel and local regulatory experts if you are uncertain about compliance.Extemal interconnecting cables between component parts of the higher level system must be suitable for contaminants and movement as required by the final end use instalation site.When the extemal interconnecting cables ane subject to oil, dust water, or other contaminants, hard usage ratings may be required.When external interconnecting cables are subject to continuous movement, constant flexing ratings may be required.It is the responsibility of the end-use customer or the OEM to ensure the cables are suitable for the application. Since there are differences in the ratings and costs that can be required by local regulations for higher levelsystems, it is nocessary to vorify that any externalintenconnocting cabesaro suitable for the end-use instalation site.
Environmental stewardship
Introduction
The Hypertherm Environmental Specifcation requires RoHs,WEEE and REACH substance information to be provided by Hyperthem’s suppliers.Product environmental compliance does not address the indoor air quality or environmental release of fumes by the end user.Any materials that are cut by the end user ane not provided by Hypertherm with the product. The end user is responsible for the materials being cut as well as for safety and air quality in the workplace.The end user must be aware of the potential heath risks of the fumes released from tho materials being cut and comply with all local regulations.
National and local environmental
regulations
National and local environmental regulations shall take precedence over any instructions contained in this manual.The product shall be imported, installed, operated and disposed of in accordance with all national and local environmental regulations applicable to the installod site.The European Environmental regulations are discussed later in The WEEE Directive.
The RoHS directive
Hypertherm is committed to complying with all applicable laws and regulations, including the European Union Restriction of Hazardous Substances (RoHS) Directive that restricts the use of hazardous materials in electronics products. Hypertherm exceeds RoHS Directive compliance obligations on a global basisHypertherm continues to work toward the reduction of RoHS materials in our products, which are subjectto the RoHS Directive, except where it is widely recognized that there is no feasible alternative.Declarations of RoHS Conformity have been prepared for the curent CEversions of Powemax plasma cutting systems manufactured byHypertherm. Thore is also a”RoHS mark” on the Powemax CE versionsbelow the ‘CE Marking” on the data plate of CE versions of Powormaxseries units shipped since 2006.Parts used in CSA versions of Powemax and other products manufactured by Hypertherm that are either out of scope or exempt from RoHS are continuously being converted to RoHS compliance in anticipation of future requirements.
Proper disposal of Hypertherm
products
Hyperthemm plasma cutting systems, ike allelectronic products, may contain materials or components,such as printed circuit boards, that cannot be discarded with ordinary waste.It is your responsibility to dispose of any Hypertherm product or component partin an environmentally acceptable manner according to national and local codes.
• In the United States, check all federal, state, and local laws.
• In the European Union, check the EU directives, national, and local laws.
• In other countries check national and local laws.
• Consult with legal or other compliance experts when appropriate.
The WEEE directive
On January 27,2003., tho European Parliament and the Council of theEuropean Union authorized Dinctive 2002/96/ECor WEEE (Waste Electrical and Electronic Equipment).As required by the legislation, any Hypertherm product covered by thedirective and sold in the EU after August 13,2005 is marked with theWEEE symbol. This directive encourages and sets specific criteria for the collection, handing and recycling of EEE waste. Consumer and business-to-business wastes are treated differently (all Hypertherm products are considored business-to-business).The URL is printed on the symbol-only waming labelfor oach of these CE version Powermax series units shipped since 2006.The CSA versions of Powermax and other products manufactured by Hypertherm are either out of scope or exempt from WEEE.
The REACH regulation
The REACH regulation (1907/2006),in force since June 1.2007 has an impact on chemicals available to the European market The REACH regulation requirements for component manufacturers states that the component shall not contain more than 0.19% by weight of the Substances of Very High Concern (SVHC)Component manufacturers and other downstream users such asHypertherm, are obligated to obtain assurances from its suppliers that allchemicals used in or on Hyperthem products will have a EuropeanChemical Agency (ECHA) registration number.To provide chemical information as required by the REACH regulation, Hypertherm requires suppliers to provide REACH declarations and identify any known use of REACH SVHC. Any use of SVHC in amounts exceeding O.1% w/w of the parts has been eliminated.The MSDS contains a full disclosure of all substances in the chemical and can be used to verify REACH SVHC compliance.The lubricants, sealants, coolants, adhesives,solvents, coatings and other preparations or mixtures used by Hypertherm in,on, for, or with its shape cutting equipment are used in very small quanties (except the coolant) and are commercially available with multiple sources that can and will be replaced in the event of a supplier probtom associated with REACH Registration or REACH Authorization (SVHCs).
Proper handling and safe use of chemicals
Chemical Regulations in the USA, Europe, and other locations require that Material Safety Data Sheets (MSDS) be made available for all chemicals. The list of chemicals is provided by Hypertherm. The MSDS are for chemicals provided with the product and other chemicals used in or on the product.In the USA, OSHA does not require Material Safety Data Sheets for articles such as electrodes, swirt rings, retaining caps, nozzles, shields, deflectors and other soid parts of the torch.Hypertherm does not manufacure or provide the materials that are cut and has no knowledge whether the fumes released from materials that are cut will pose a physical hazard or health risk Please consult with your supplier or other technical advisor fyou need guidance concerning the properties of the material you will cut using a Hypertherm product.
Fumes emission and air quality
Note: The following information on air quality is intended for general information only and should not be used as a substitute for reviewing and implementing applicable government regulations or legal standards in the country where the cutting equipment will be installed and operated.In the USA, the National Institute for Occupational Safety and Health (NlOSH) Manual of Analytical Methods (NMAM) is a collection of methods for sampling and analyzing contaminants in workplace air.Methods published by others, such as OSHA MSHAEPA,ASTM,ISO or commercial suppliers of sampling and analytical equipment, may have advanages over NiOSH methods.For example, ASTM Practice D4185 is a standard practice for the collection, dissolution,and determinaion of trace metas in workplace atmospheres. The sensitivity, detection limit and optimum working concentrations for 23 metals are listed in ASTMD4185.An industrial hygienist should be used to determine the optimum sampling protocol considering analytical accuracy, cost and optimum sample number.Hypertherm uses a third party industrial hygienist to perform and interpret air qualty testing results taken by air sampling equipment positioned at operator stations in Hypertherm buldings where plasma cutting tables are installed and operated.Where applicable, Hypertherm also uses a third party industral hygienist to obtain air and water pemits.If you are not fully aware and up to date on all applicable govermment regulations and legal standards for the installation site, you should consult a local expert prior to purchasing,instaling, and operating the equipment.
Specifications
System description
General
The MAXPRO200 plasma system is designed to cut a wide range of thicknesses of mild steel, stainless steel, and aluminum.
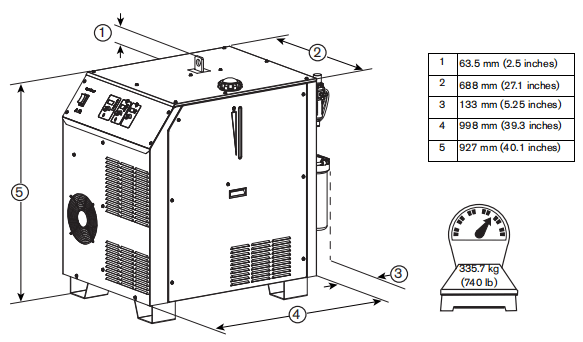
Power supply
The power supply is a 200A,165 VDC constant-current supply. It contains the circuitry to ignite a torch, plus a heat exchanger and a pump to cool the chopper and torch. The power supply has a discrete machine interface to provide communication with a CNC.
lgnition console
The ignition console is attached to the outside of the rear panel of the power supply enclosure. The ignition console uses a spark-gap assembly. The ignition console converts 120 VAC control voltage from the power supply into high-frequency and high-voltage pulses (9-10kV) to initiate the pilot arc at the torch electrode-nozzle gap. The high-voltage, high-frequency signal is coupled to the pilot arc lead.
Torch
• The maximum production cutting capacity is the maximum thickness that can be cut with a 100% duty cycle. The maximum production cutting capacity of the MAXPRO200 torch is 32 mm (1-1/4 inches) for mild steel using the 200 amp O2/Air process,22 mm (7/8 inch) for stainless steel, and 19 mm (5/8 inch) for aluminum using the 200 amp Air/Air process
• Maximum pierce capacity is 32mm (1.25 inches) for mild steel, 25 mm (1inch) for stainless steel, and 32 mm (1.25 inch) for aluminum
• The maximum severance capacity is the maximum thickness that can be severed without regard for speed and cut quality. This thickness should only be cut occasionally and cannot be cut with a 100% duty cycle. The maximum severance capacity of the MAXPRO200 torch is 75 mm (3 inches) for mild steel, 63 mm (2-1/2 inches) for stainless steel, and 75 mm (3inches) for aluminum.
Gas system
The gas system manages the pressure and timing of the gas supplied to the torch. It consists ofa regulator, proportional valves, pressure transducers, and an inline valve located in the torch lead.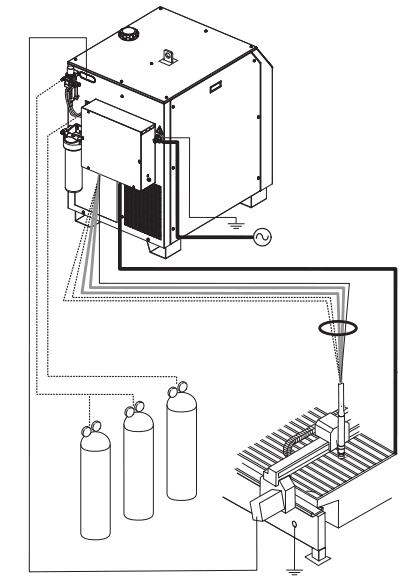
Cooling system
The cooling system uses a liquid-to-air cooled heat exchanger and a pump to reduce the temperature of the coolant.The coolant cools the choppe, torch lead and torch. The cooling system aso contains flow and temperature sensors that verify the cooling system is working properly.
System gas requirements
| Gas quality and pressure requirements | |||
| Gases | Quality | Pressure +/-10% | Flow rate |
| O2 oxygen | 99.5% pure (liquid gas recommended) Clean, dry, and oil free | 621 kPa/6.2bar/90 psi | 3400l/h120scfh |
| N2 nitrogen | 99 9% pure (liquid gas recommanded) Clean, dry, and oil free | 621 kPa/6.2bar/90 psi | 11330l/h400scfh |
| Air | Clean, dry, and oil free (ISO 8573-1class 1.4.2) | 621 kPa/6.2bar/90 psi | 11330l/h400scfh |
Power supply
| Maximum Open Circuit Voltage(OCV)(Uo) | 360VDC | |||||
| Maumum output curren(l2) | 200 Amps | |||||
| Output voltage(U2) | 50-165VDC | |||||
| Duty cycle rating (X) | 100%@ 33 kW.40°C(104°F) | |||||
| Ambient temperatue/Duty cycle | Power supplies will operate between(-10C-40C) -10Cand +40C(+14 and104F) | |||||
| Power factor (cosq) | 0.986@ 33 kW output | |||||
| Cooling | Forced air (ClassF) | |||||
| Insulation | ClassH | |||||
| Power supply part numbers | AC Voltage(U1) | Phase | Frequency (Hz) | Amperage | Regulatory approval | Power kVA (+/-10%) |
| 078610 | 200/208 | 3 | 50 | 108/104 | CSA | 37.4 |
| 078611 | 220 | 3 | 50-60 | 98 | CSA | 37.4 |
| 078612 | 240 | 3 | 60 | 90 | CSA | 37.4 |
| 078613 | 380 | 3 | 50 | 57 | CSA | 37.4 |
| 078614 | 400 | 3 | 50-60 | 54 | CCC | 37.4 |
| 078615 | 415 | 3 | 50 | 52 | CE/GOST-R | 37.4 |
| 078616 | 440 | 3 | 50-60 | 49 | CE/GOST-R | 37.4 |
| 078609 | 480 | 3 | 60 | 45 | CSA | 37.4 |
| 078617 | 600 | 3 | 60 | 36 | CSA | 37.4 |
Mechanized torches
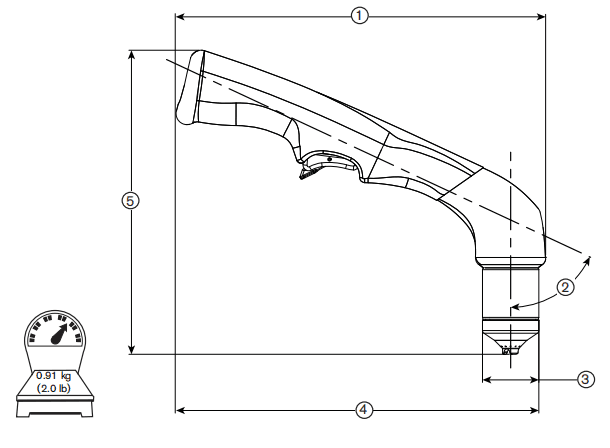
Straight torch -428024
• The outside diameter of the torch mounting sleeve is 50.8 mm (20inches)
• The minimum bend radius for the torchlead is 152.4mm(6.0inches)
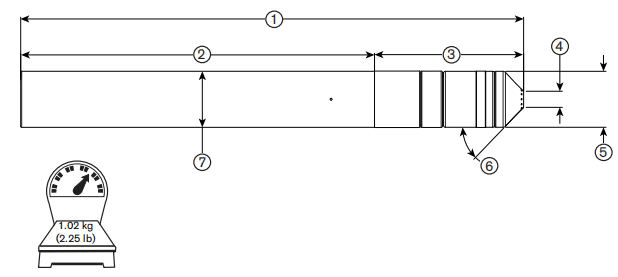
| 1 | 397.15mm(15.64 inches) |
| 2 | 279.40mm(11.00 inches) |
| 3 | 117.75mm(4.64 inches) |
| 4 | 12.70mm(0.50 inches) |
| 5 | 44.20mm(1.74 inches) |
| 6 | 46degrees |
| 7 | 44.20mm(1.74 inches) |
Quick-disconnect torch – 428027 or 428028
• The torch mounting sleeve for the quick-disconnect torch is available with an outside diameter of 50.8 mm (2.0inches) or 44.45 mm (1.75 inches)
• The minimum bend radius for the torch lead is 152.4mm (6.0 inches)
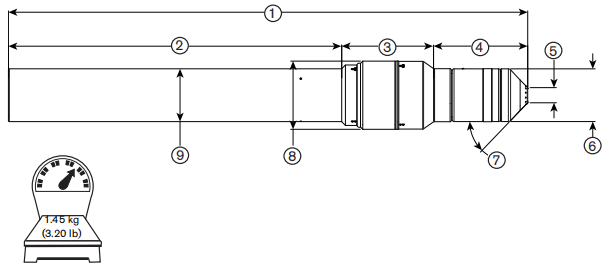
| 1 | 435.33mm(15.64 inches) |
| 2 | 279.40mm(11.00 inches) |
| 3 | 76.98mm(4.64 inches) |
| 4 | 12.70mm(0.50 inches) |
| 5 | 44.20mm(1.74 inches) |
| 6 | 46degrees |
| 7 | 57.15mm(1.74 inches) |
| 8 | 44.20mm(1.74 inches) |
| 1 | 310.40mm(15.64 inches) |
| 2 | 90 degrees |
| 3 | 44.20mm(1.74 inches) |
| 4 | 305.05mm(12.01 inches) |
| 5 | 149.10mm(5.87 inches) |
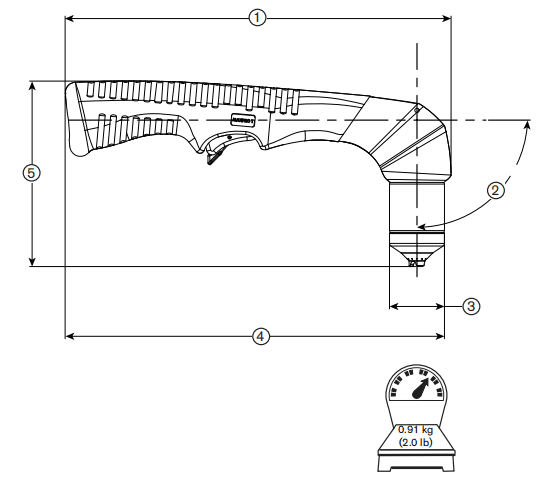
65 degree hand torch – 420107
• The minimum bend radius for the torch lead is 1524 mm (6.0inches)
| 1 | 290.58mm(15.64 inches) |
| 2 | 65 degrees |
| 3 | 44.20mm(1.74 inches) |
| 4 | 285.24mm(12.01 inches) |
| 5 | 238.51mm(5.87 inches) |
Installation
Upon receipt
• Verify that all system components on your order have been received. Contact your supplier if any items are missing.• Inspect the system components for any physical damage that may have occurred during shipping if there is evidence of damage, refer to Claims. All communications regarding claims must include the model number and serial number located on the rear of the power supply.
Claims
Claims for damage during shipment -If your unit was damaged during shipment,you must file a claim with the carrier. Hypertherm will furnish you with a copy of the bill of lading upon request. If you need additional assistance, call customer service listed in the front of this manual, or your authorized Hypertherm distributor.Claims for defective or missing merchandise -If any of the merchandise is defective or missing, contact your supplier. If you need additional assistance, call Customer Service listed in the front of this manual, or your authorized Hyperthem distributor.
Installation requirements
All installation and service of the electrical and plumbing systems must confom to national and local electrical and plumbing codes. This work should be performed only by qualified, licensed personnel.Direct any technical questions to the nearest Hypertherm Technical Service Department listed in the front of this manual, or your authorized Hypertherm distributor.
Noise levels
Acceptable noise levels as defined by national and local codes may be exceeded by this plasma system. Always wear proper ear protection when cuting or gouging. Any noise measurements taken are dependant on the specific environment in which the system is used. See also Noise can damage hearing inthe Safety section ofthis manual.Select the product you are looking for from the Product Type drop down menu, choose “Regulatory’ from the Category drop down menu, and choose “Acoustical Noise Data Sheets” from the Sub Category drop down menu. Press Submit.
Placement of system components
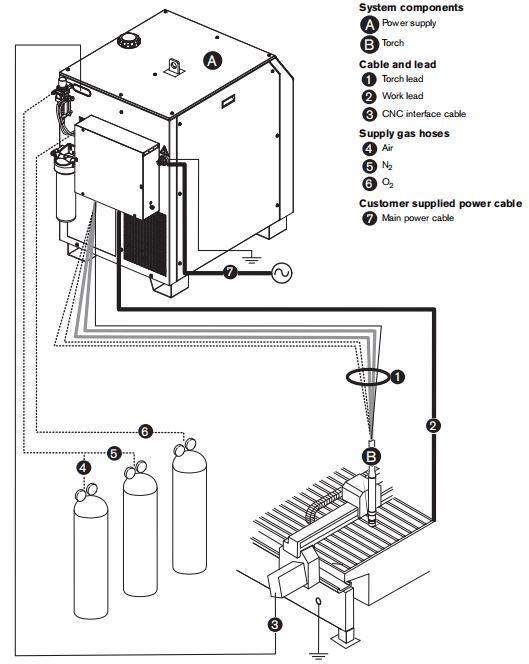
• Place all system components in position prior to making electrical, gas, and interface connections. Use the diagram in this section for component-placement guidelines.
• Ground all system components to earth. See Recommended grounding and shielding practice on page 42
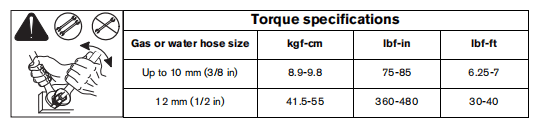
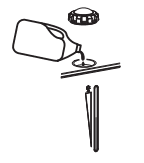
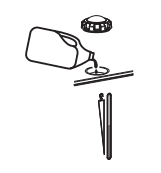
• To prevent leaks in the system, tighten all gas connections as shown below.
Recommended grounding and shielding practices
Introduction
This section describes practices for grounding and shielding to protect aplasma cutting system against rado frequency interference (RF) and electromagnetic interference (EMD (also callednoise).It also describes the DC power ground and the service ground. The dagram at the end of this section shows these types of grounds in a plasma cutting system.Note: The grounding practices in this section have been used on many installations with excellent results, and Hypertherm recommends that these practices be aroutine part of the installation process.The actual methods used to implement theso practices may vary from system to system, but should remain as consistent as possible.However, due to the variation in equipment and installations, these grounding practices may not succeed in every case to eliminate RFI/EMI noise issues
Types of grounding
Service ground (also called safety ground or potential earth (PE)ground)is the grounding system that applies to the incoming line voltage. It prevents a shock hazard to any porsonnelfrom any of the equipmentor the cutting table.It includes the service ground coming into the plasma system and other systems such as the CNC and the motor drives,as well as the supplemental ground rod connected to the cutting table.In the plasma circuits, the ground is carried from the plasma system chassis to the chassis of each separate console through the interconnecting cables.DC power ground (also caled cutting current ground)is the grounding system that completes the path of the cutting current from the torch back to the plasma system. It requires thatthe positive lead from the plasma system be firmly connected to the cutting table ground bus with a properly sied cables. Italso requires that the slats, on which the workpiece rests, make fim contact with the table and the workpiece.RFI and EMl grounding and shielding is the grounding system that limits the amount of electical noise emitted by the plasma and motor drive systems It also limits the amount of noise that is received by the CNC and other control and measurement circuits. The grounding practices descrbed in this soction mainly target RFI and EMl grounding and shielding.
Grounding practices
1. Unless noted, use only 16mm(6AWG) welding cable (O47040) for the EMI ground cables shown on the diagram.
2. The cutting tableis used for the common, or star, EMl ground point and should have threaded studs welded to the table with a copper bus bar mounted on them. A separate bus bar should be mounted on the gantry as close to each motor as possible.If there are motors ateach end of the gantry, runa separate EMI ground cable from the far motor to the gantry bus bar. The gantry bus bar should have a separate, heavy EMl ground cable 21.2mm (4AWG;047031)to the table bus ba. The EMIground cablesfor the torchifter and the RHFconsole must each run separately to the table ground bus.3. A ground rod that meets all applicable local and national electical codes mustbe installed within 6m (20t) of the cutting table. This is a PE ground and should be connected to the cutting table ground bus bar using 16mm (6 AWG) green and yellow grounding cable (O47121) or equivalent4. For the most effective shielding, use the Hypertherm CNC interface cables for l/O signals,serial communication signals, between plasma systems in multi-drop connections, and for interconnections between all parts of the Hyperthem aystem.5.AIl hardware used in the ground system must be brass or copper. While you can use steel studs welded tothe cutting table for mounting the ground bus, no other aluminum or steel hardware can be used inthe ground system.
6.AC powe, PE, and service grounds must be connected to all equipment according to local and national codes
7. For a system with a remote high frequency console (RHF),the positive, negative, and pilot arc leads should be bundled together for as long a distance as possible.The torch lead, work lead, and the pilotarc (nozzle) leads may be run parallel to other wires or cables only if they are separated by at least 150mm (6 inches) . If possible, run power and signal cables in separate cable tacks.8. For a system with an RHF console, the ignition console should be mounted as cosely as possible to the torch, and must have a separate ground cable that connects directly to the cutting table ground bus bar.9. Each Hypetherm component, as well as any other CNCor motor drive cabinet or enclosure, musthave a separate ground cable to the common (star) ground on the table. This includes the ignition consdle,whether if it is boted to the plasma system or to the cutting table.10.The metal braided shield on the torch lead must be connected fimly to the ignition console and to the torch. It must be electricaly insulated from any metal and from any contact with the floor or building. The torch lead can be run in a plastic cable tray or track, or covered with a plastic or leather sheath11.The torch holder and the torch breakaway mechanism -the part mounted to tho lifter, not the part mounted to the torch – must be connoctod to the stationary part of the lifter with copper braid at least 12.7mm (0.5 inches) wide.A separate cable must run from the lifter tothe gantry ground bus bar. The valve assembly should also have a separate ground connection to the gantry ground bus bar12. If the gantry uns on rails that are not welded tothe table, then each ral must be connected with a ground cable from the end of the railtothe table. The rail ground cables connectdirectly tothe table and do not need to connect to the table ground bus bar13. Hyou are instaling a voltage dvider board, mount it as closelyas possible to whene the arc voltage is sampledOne recommended location is inside the plasma system enclosure.,Ifa Hyperthem voltage divider board is used,the output signalis isolated from all other circuits.The processed signal should berun in twisted shielded cable (Belden 180F or equivalent) Use a cable with abraided shield, not afoil shield connect the shield to the chassis of the plasma system and leave it unconnected at the other end.14. All other signals (analog, dgital, serial and encoder) shoud run in twisted pairs inside a shielded cable. Connectors on these cables should have a metal housing. The shield, notthe drain, should be connected to the metal housing of the connector at each end ofthe cable Never run the shield or the dain through the connector on any of the pins
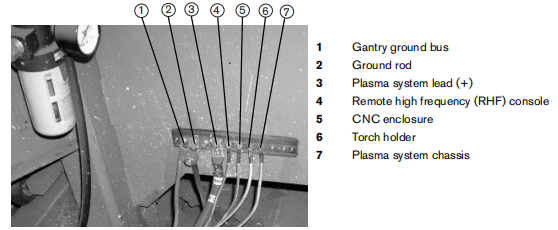
The following picture shows an example of a cutting table ground bus. The components shown here may differ from your system.
The following picture shows an example of agantry ground bus. It is bolted to the gantry, close to the motor All of the individual ground cables fom the components mounted on the gantry go to the bus A single heavy cable then goes from the gantry ground bus tothe table ground bus.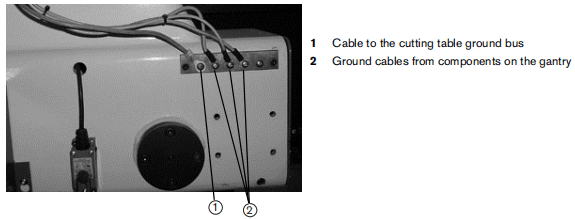
The following dagram shows an example of grounding the components in a plasma cutting system.
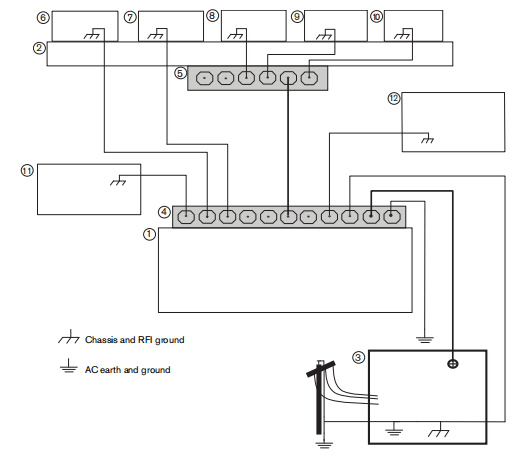
1 Cutting table
2 Gantry
3 Plasma system
4 Table ground bus bar
5 Gantry ground bus bar
6 Torch height control lifter(Arcglide, sensor THC, sensor PHC, or other)
7 RHF console(not on all systems). Connect to table ground bus bar.
8,9 System-specific component such as metering console,gas console, or selection console
10 CNC chassis
11 Torch height control module(Arcglide, command THC)
12 System-specific component such as a cooler or chiller
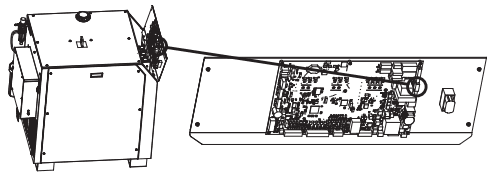
Placement of the power supply
The power supply can be moved by using the lifting eye or by forkift but theforks must belong enough to extend the entire length of the base. Take care when lifting so that the underside of the power supplyis not damaged. The forks must also be centered front to back and side to side to prevent tipping while moving. Fork lift spoeds should be kept to a minimum, especially when making a turn or going around a corner.• Place the power supply in an area that is free of excessive moisture, has proper ventilation and is relatively clean. Allow 1m (3 f) of space on all sides of the power supply for ventiation and service• Cooing air is drawn in through the side panel and is exhausted through the rear of the unit by a cooling fan. Do not place any filter device over the air intake locations, which reduces cooling efficiency and VOIDS THE WARRANTY.
• Do not place the power supply on an incline greater than 10″to prevent it from toppling.
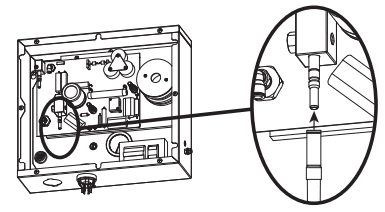
Torch lead connections
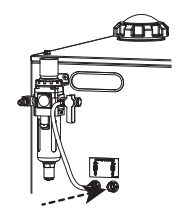
- Insert the end of the torch lead through the opening of the ignition enclosure as shown below. Secure the collar on the torch lead to the ignition enclosure by aligning the tabs on the collar with the corresponding openings in the ignition enclosure, rotate the collar until it stops, and verify that the collar will not detach when released.
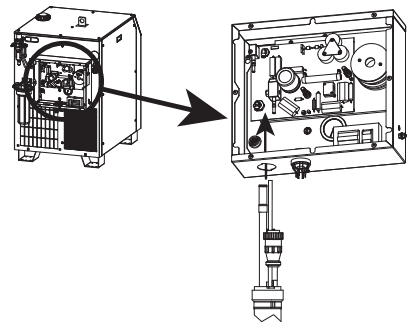
2. Connect the CPC connector to the CPC receptacle.
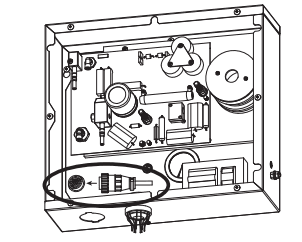
Note: The plasma gas and coolant return hose connectors mentioned below are push-to-connect fitings.To make a connection, push the hose fiting into the appropriate connector until it stops,12mm (0.472in)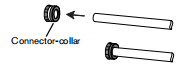
To disconnect a fitting, push the connector-collar and hose toward the fitting,hold the collar in place and pull the hose away from the fitting.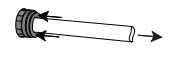
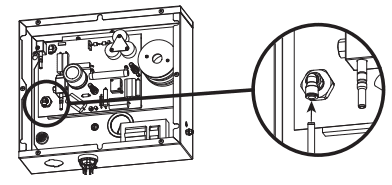
3. Connect the coolant return hose (red).
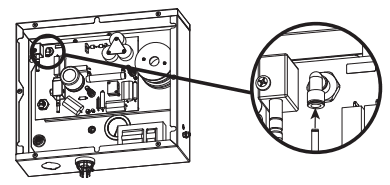
4. Connect the plasma gas hose (black).
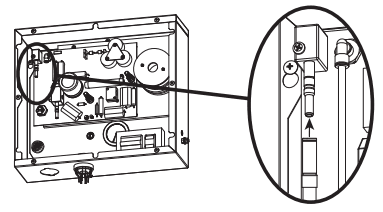
Note: The shield gas/pilot arc and coolant supply/negative lead hose connectors mentioned below are slightly different push-to-connect fitings. Slide the hose fitting over the connector and press until it clicks into place.To disconnect a fitting, pull the connector-collar toward the hose, and pull the hose away from the fitting.
5. Connect the pilot arc/shield gas hose (blue).
6. Connect the negative lead/coolant supply hose(blue with green tape).
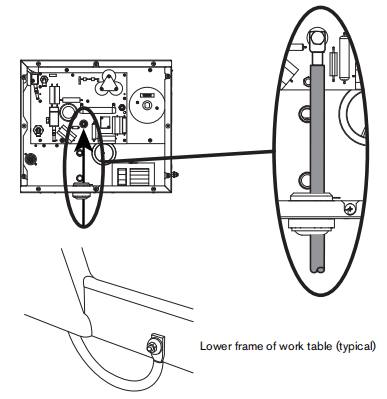
Work lead connections
Part number
223335
223336
223337
223338
Length
7.5m(25ft)
15m(50ft)
23m(75feet)
30m(100feet)
Remove the first nut and washer from the work lead terminal and use it to secure the work lead to the terminal.
Torch connections
Note:The connections between the straight torch main body and the torch leads are identical to the connections between the quick-disconnect receptacle and the torch leadsAlign the quick disconnect receptacle, or the straight torch main body to the torch leads and secure using the push-to-connect fittings.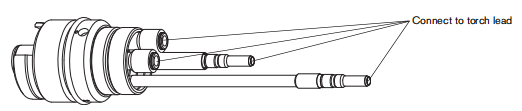
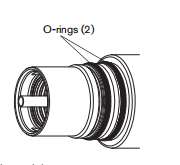
Connect the torch to the quick-disconnect receptacle
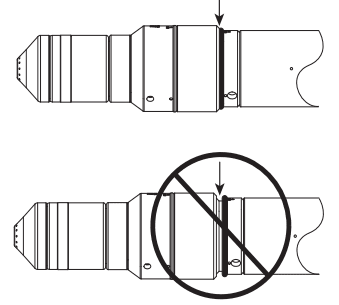
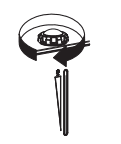
Align the torch body to the quick disconnect receptacle and connect them by screwing completely together. Apply a thin film of silicone lubricant to each o-ring The o-rings shoud look shiny, but there should not be any excess or built-up lubricant.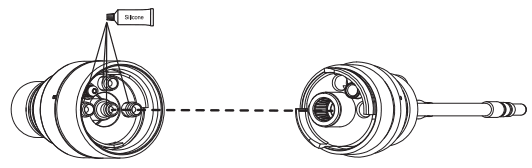
Be certain that there is no space between the torch body and the o-ring on the quick-disconnect
Torch mounting and alignment
Mounting the torch
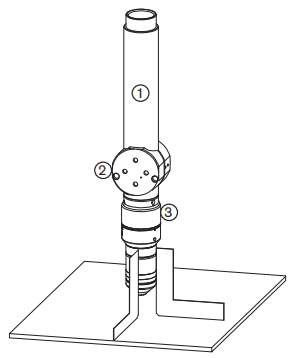
| 1 | Torch sleeve |
| 2 | Mounting bracket |
| 3 | Quick disconnect receptacle |
1. Install the torch (with torch leads attached) in the torch mounting bracket
2.Position the torch below the mounting bracket, so that the bracket is around the lower portion of the torch sleeve but not touching the torch quick-disconnect.
3.Tighten the securing screws.
Note: The bracket should be as low on the torch sleeve as possible to minimize vibration at the tip of the torch.
Torch alignment
To align the torch at right angles to the workpiece, use a square as shown above.
CNC Interface cable
Part number
223327
223328
223329
223330
223331
223332
Length
1.3m(5feet)
3.0m(10feet)
7.5m(25feet)
15m(50feet)
23m(75feet)
30m(100feet)

| Power supply end | CNC end | |||||
| Wire color | Pin number | Input/Output | Signal name | Function | Input/Output | Notes |
| Orange white | 1 2 | Input Input | Start+ Start- | The CNC initiates preflow, and if the hold input is not active, continue with the plasma arc. The system will stay in preflow if the hold input remains active. | Output output | 1 |
| Brown white | 3 4 | Input Input | Hold+ Hold- | The CNC delays plasma arc initiation. This signal is normally used in combination with the start signal to synchronize multiple choices. | Output output | 1 and 3 |
| Black white | 5 6 | Output output | Motion+ motion- | Notifies the CNC that an arc transfer has occured and to begin machine motion once the CNC’s pierce delay has timed out. | Input Input | 2 |
| Red white | 7 8 | Output output | Error+ error- | Notifies the CNC that an error has occured. | Input Input | 2 |
Notes to CNC interface cable run list
1. Inputs are optically isolated. They require 24VDCat 12.5 mA,or dry-contact closure at 8 mA
2.Outputs are optically isolated, open-collector, transistors. The maximum rating is 24VDC at 10 mA.
3. Although the power supply has an output capablity, itis normally used solely as an input.
4.There is no +24VDC power available at the J6 CNC connector.
5. The wire clips on the center panel should be used tohelp route the CNC cable from the rear panll opening of the power supply to J6 on the control board. Open the clips by depressing the release tab, and add the CNC cable to the wires that are aready present in the cip. See the figure on the next page.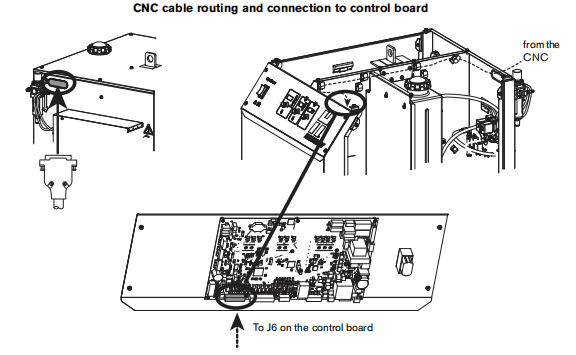
Remote ON/OFF switch(provided by customer)
- Remove the 4 screws that secure the control panel to the power supply and locate terminal block J1.8 on the power supply control board.
2. Remove the jumper wire between terminal 1 and terminal 2. Use a sturdy tool to depress the corresponding orange release buttons on the spring clamp connector.
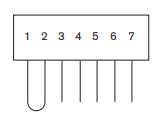
3.Connectthe switch to terminals 1 and 2 as shown below. Use a sturdy tool to depress the corresponding orange release buttons on the spring clamp connector.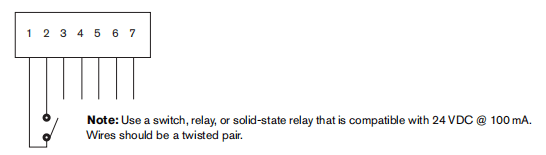
Note:The power switch on the power supply must be in the ON position for the remote switch to function and the remote switch must be in the ON position (cased) for the power switch on the power supply to function.
Power requirements
General
This equipment complies withIEC 61000-3-12provided that the short-circuit power Ssc is greater than or equal to 5.61 MVA at the point between the user’s supply and the public system.It is the responsiblity of the installer or user of the equipment to ensure, by consultation with the distribution network operator if necessary, that the equipment is connected only to a supply with a short-circuit power Ssc greater than or equalto5.61 MVAAll switches, slow-blow fuses and power cables are customer-supplied and must be chosenas outlined by applicable national and local electrical codes. Installation must be performed by alicensed electrician. Use a separate, primary line disconnect switch for the power supply.Recommendations on fuse and circuit breaker sizing are listed below, however actual sizes required wil vary based on individual site electrical line conditions (including but not limited to:source impedance, line impedance, and line voltage fuctuation), product inrush characteristics, and regulatory requirements.The main feed protoction device (circuit breaker or huse) must be sized to handle al branch-feed loads for both inrush and steady-state current. The power supply must be wired into one of the branch-feed circuits. The power supply has a steady-state current listed in the table below.Use a motor-start circuit breaker or equivalent if time delay high inrush fuses are not permitted by local and national codes Time delay fuses and circuit breakers must be capable of withstandng innush current that is up to 3O times the rated input current (FLA) for 0.ot seconds and up to 12 times the rated input current (FLA) for 0.1 seconds.
Note:The table below is for reference only. All local and national electrical code must be followed.
| Input voltage | Phase | Rated input current@”x” kW output | Recommended time delay, high inrush, fuse size | Recommended cable size for 15m (50feet) maximum length | |
| Rated for 60 °C(140°F) | Rated for 90 °C(194°F) | ||||
| 200/208 VAC | 3 | 108/104 amps | 175 amps | N/A | 67.5 mm2(2/0) |
| 220 VAC | 3 | 98 amps | 150 amps | 85.2mm2(3/0) | 42.4mm2(1AWG) |
| 240VAC | 3 | 90 amps | 150 amps | 85.2mm2(3/0) | 42.4mm2(1AWG) |
| 380 VAC | 3 | 57 amps | 90 amps | 33.6 mm2 (2AWG) | 21.2mm2(4AWG) |
| 400 VAC | 3 | 54 amps | 80 amps | 26.7mm2(3AWG) | 21.2mm2(4AWG) |
| 415VAC | 3 | 52 amps | 80 amps | 26.7mm2(3AWG) | 21.2mm2(4AWG) |
| 440 VAC | 3 | 49 amps | 80 amps | 26.7mm2(3AWG) | 21.2mm2(4AWG) |
| 480 VAC | 3 | 45 amps | 70 amps | 21.2mm2(4AWG) | 13.3mm2(6AWG) |
| 600VAC | 3 | 36 amps | 50 amps | 13.3mm2(6AWG) | 8.3mm(8AWG) |
Note: Wire AWG recommendations came from Table310-16 of the National Electric Code Handbook (USA).
Line disconnect switch
The line disconnect switch serves as the supply-voltage disconnecting isolating) device. Install this switch near the power supply for easy access by the oporator.
Installation must be perfomed by a licensed electrician and according to applicable national and local code.
The switch should:
• Isolate the electical equipment and disconnectall live conductors from the supply voltage when in the “OFF” position
• Have one “OFF” and one “ON’ position clearly marked with ‘O” (OFF)and I”(ON)
• Have an extemal operating handle capable of being lockod inthe”OFF’ position
• Contain a power-operated mechanism that serves as an emergency stop• Have slow-blow fuses installed for the proper breaking capacity (see table on previous page).
Main power cable
Wire sizes vary based on the temperature rating of the cable insulation and the distance of the unit from the main box.Use a 4-conductor Type SO input power cable with aconductor temperature rating of 60 C(140?F) or 90″C(194″F).Installation must be perfomed by a licensed electrician.
Connect the power
1.Insert the power cable through the strain relef atthe near of the power supply.
2. Connect the ground lead (PE) to the GROUND connector as shown below.
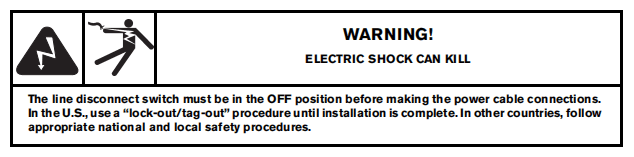
3.Connect the power leads to the contactor terminals as shown below. For models with an EMI fiter, connect the power leads to the EMI filter terminal block. Recommended torque on contactor or EMI filter terminals is 7-8Nm(60- 70in-bs).4.Verify that theline disconnect switch is in the OFF position and remains in the OFF position for the remainder of the installation of the system.
5.Connect the power cord leads to the line disconnect switch following national and local electrical codes.
North American wire colors
U= Black
V= White
W=Red
(PE) Earth ground = Green/yellow
European wire colors
U= Black
V= Blue
W=Brown
(PE)Earth ground = Green/yellow

Torch coolant requirements
The system is shipped without any coolant in the tank. Before filling the coolant system, determine what coolant mix is correct for your operating conditions.
Observe the warning and cautions below. Refer to the Material Satety Data Sheets appendix for data on safety, handling and storage of propylene gycol and benzotriazole.
Premixed coolant for standard operating temperatures
Use Hypertherm premixed coolant (028872) when operating in a temperature range of-12°C to 40°C(10°F to104°F).Refer to the custom coolant mix recommendations, if temperatures during operation are ever outside of this range.
Hypertherm premixed coolant consists of 69.8% water, 309 propylene glycol, and 0.2% benzotriazole.
Custom coolant mix for cold operating temperatures
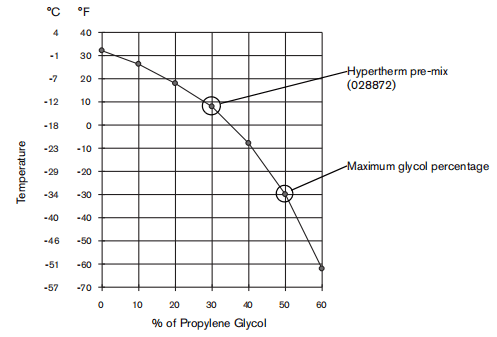
Use the chart below to determine what percentage of propylene glycol to use in the mixture.
Mix 1009% propylene glycol (028873) with the premixed Hypertherm coolant (O28872) to increase the percentage of glycol in the premixed Hypertherm coolant. The 1009% glycol solution can aso be mixed with purified water (see the chart below for water purity requirements) to achieve the required protoction from freezing.
Note: The maximum percentage of propylene glycol should never exceed 50%.
Freezing Point of Propyiene Glycol Solution
Custom Coolant mix for hot operating temperatures (above38″C/100°F)
Treated water (with no propylene glyco) can only be used as coolant when operating temperatures are never below 0°C (32°F). For operations in very warm temperatures, treated water will provide the best cooling properties.Treated water refers to amixture of puritiod water, that meets the specifications below, and I part benzotriazole (BZT)to 300 parts of water. BZT (128020) acts as a corrosion inhibitor for the copper based coolant system contained in the plasma system.
Water purity requirements
It is critical to maintain a low level of calcium carbonate in the coolant to avoid reduced performance of the torch or cooling system.Always use water that meets the minimum and maximum specifications in the table below when using a custom coolant mix.Water that doos not meet the minimum purity specifications below can cause excessive doposits on the nozzle that will alter the water flow and produce an unstable arc.Water that doesnot moet the maximum purity specifications below can also cause problems. Deioniced water that is too pure will cause leaching problems with the coolant system plumbingUse water purified by any method (deionization, reverse osmosis, sand fiters, water softeners,etc]) as long as the water purity meets the specifcations in the table below Contact a water specialist for advice in choosing a water filtration system.
| Water purity measurement method | ||||
| Water purity | Conductivity uSlcm at 25°C(77°F) | Resistvity m0-cm at 25°C(77°F) | Dissolved solids (ppmof NaCl) | Grains por gallon (gpg of CaCO2) |
| Pure water (for reference only) | 0.055 | 18.3 | 0 | 0 |
| Maximum purity | 0.5 | 2 | 0.206 | 0.01 |
| Minimum purity | 18 | 0.054 | 8.5 | 0.43 |
| Maximum portable water(for reference only) | 1000 | 0.001 | 495 | 25 |
Fill the power supply with coolant
The system wil take 14.2iters to 170 liters (375 to 4.5 gallons) of coolant depending on the length of the torch leads.
1. Add coolant to the power supply until the tank is full.
2. Turn ON the power supply then press and release the amps selector knob as many times as needed until the flow symbol is selected. The flow rate will be shown in the three digit display. There is a 45 second delay before the system will report a low coolant flow error. If the fow rate has not reached 0.5 gallons per minute (gpm) the system will turn off the pump.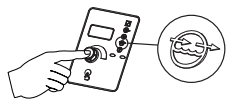
3. If the system displays an error, tum OFF the power to the system and add coolant to the tank until it is full again.
Repeat steps 2 and 3 until no error is displayed.
4. Add coolant to the power supply until the tank is full and replace the filler cap.
Connect the supply gases
Air/air cutting
Note: Verify that the plasma gas line and the shield gas ine are properly connected before connecting the air supply hose and supplying pressurized gas to the system.
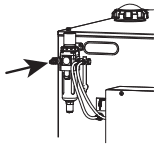
Connect the air supply hose to the fiter regulator as shown below.
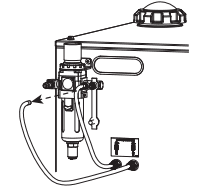
N2/N2 supply gas connection
1. Disconnect the air supply hose from the filter regulator.
2 Remove the Air fitting 015012(1/4 NPTX #6 MALE) from the flter/regulator.
a. Install an 015103 adaptor to use the nitrogen supply gas hose offered by Hypertherm.
b. Use the 1/4 inch NPT Female port from which the air fitting was removed to connectauser suppled N2 supply gas hose.
3. Set the gas pressure regulators See Setting the supply gas regulators on page 69.
O2/Air Supply gas hook up
1.Disconnect the air supply from the system.
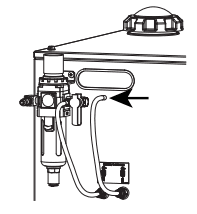
2. Remove the plasma supply tube from filter/regulator output port.
3. Use the supplied plug to block the open plasma outlet port of the filter /regulator.
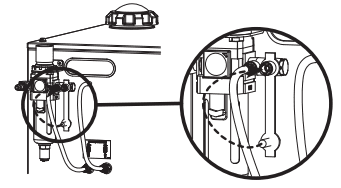
4.Connect only filtered and regulated oxygen to the plasma gas inlet. See Gas regulators on page 7O for a suitable oxygen regulator.
Note: An oxygen fitting kit (428054) with the parts described below is available from Hypertherm.
There are several options for connecting the oxygen supply gas line:
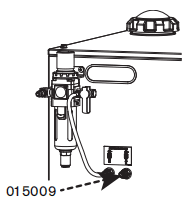
a. Remove the 015811fitting and put on an O15009 ftting (user must order the part. See the note above). Use the correct Hypertherm supply gas tubing (O46231) to connect to the fiting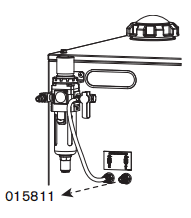
b. Use a suitable O2 fitting to connect to the 8mm (5/16inch) tubing that you removed from the plasma gas Inlet.
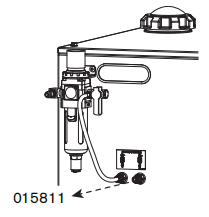
c. Remove the plasma gas tubing and 8mm (5/16inch) itting (O15811) and connect to the 1/4 inch NPT female threads.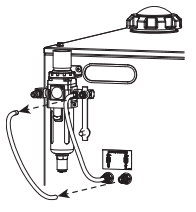
d. Remove the bushing and ftting to connect to Winch ‘G female theads.
5.Reconnect the air supply.
6. Set the gas pressure regulators. See Setting the supply gas regulators on page 69.
Gas requirements
The system is conigured for air/air cutting when itis shipped Connect an air supply tothe fater/regulator that is mounted on the rear panel of the power supply. If cutting with O2/air or N2/N2 you will have to make changes to the gas connections. See Connect the supply gases on page 65.
Setting the supply gas regulators
1. Tum OFF the power to the system Set all the supply gas regulator pressures to 62 bar (90psi)
2.Turn ON the power to the system.
3.After the purge cycle is complete, press the current selection knob to get to the test mode. When the test mode icon is illuminated, turn the knob to get to test 005, “Flow gas at full pressure”. Set all supply regulators to a system inlet pressure of 6.2 bar (90 psi).
4.Press and release the current solecion knob until the amps icon is illuminated.
Gas regulators
Note: A separate gas regulatoris needed only when cutting with oxygen.
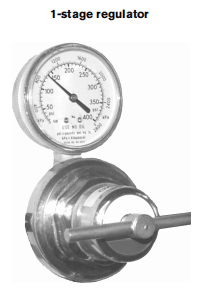
Use a high-quality, 1-stage, gasregulator to maintain consistent gas supply pressure,ifusing iquid cryogenicor bulk storage. Use a high-quality 2-stage, gas regulator to maintain consistent gas supply pressure from high pressure gas cylinders.The high-quaity gas regulators isted below are avalable from Hypertherm and meet US. Compressed Gas Association (CGA) specfications. Ih other countries, seloct gas regulators thatconform to national or local codes.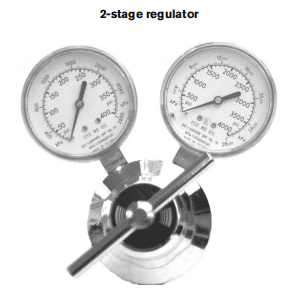
| Part number | Description |
| 128544 | Kit:oxygen 2-stage regulator* |
| 128548 | Kit:oxygen 1-stage regulator(for use with cryogenic liquid nitrogen or oxygen) |
| 022037 | 2-stage oxygen regulator |
| *Kit include the 2-stage regulator 022037 and the appropriate fittings | |
Supply gas plumbing
• Rigid copper plumbing or suitable flexible hose may be used for all gas supplies.
• Do not use steel, blackiron, or aluminum pipe
• After installation, pressurize the entre system and check for leaks.
• Recommended hose diameters are 9.5mm (3/8in) for lengths < 23 m (75ft) and 125 mm (1/2in) for lengths > 23 m (75 ft).For flexible-hose systems, use ahose designed for inet gas to carry air or nitrogen. See Supply gas hoses onpage 72 for part numbers.
Note: When cut with oxygen as the plasma gas, air must also be connected to the filter regulation.
Supply gas hoses

Operation
Daily start-up
Before turning on the power to the system make sure that the cutting environment and clothing worn by users in that environment meet all the safety requirements outlined in Safety on page 9.
1.Turn OFF the disconnect switch to the power supply.
2.Remove the consumables from the torch and check for worn or damaged parts.Always place the consumables on a clean,dry,oil-free surface after removing.Dirty consumables can cause the torch to malfunction and can shorten the life of the coolant pump.
- See install and inspect consumables on page 88 for details.
- Refer to Cut charts to choose the correct consumables for your cutting needs.
3.Replace consumable parts.See install and inspect consumables on page 88 for details.
4.Make sure that the torch is perpendicular to the workpiece.
Controls and indicators
Power supply operation
General
- The system runs a number of tests automatically when the system is turned ON.See Automatic chopper and current sensor tests during power up on page 149.
- There is power to the control board and other non-high power components when the main disconnect switch is ON,even if the switch on the power supply is off.The switch is illuminated to indicate that there is power to system.Non-high power components include the low power control circuitry in the chopper,but not the high-power IGBTs which are switched by the contactor.
- The 3-digit display counts from 1 to 6 to indicate the 6 second purge that occurs when you turn ON the power supply.If the system is powered up with the start signal on,the 3 digit display will continue to count up.
- When you turn on the power to the system the displays shows the last process used.
- The user can lock out all inputs(current, plasma gas, and shield gas)to the system by pressing and holding both the amps and shield gas controlknobs until LOC appears in the 3-digit display.The same process unlocks the system and ULCappearsin the 3-digit display The user can stil cydle through the functions in the 3-digit display area (curren,faut, coolant flow and test).
- All three displays show actual values during cutting. The user can make changes to the current, the plasma gas, and the shield gas settings unless the inputs have been locked out or the system is being controlled remotely. The displays show the set values when idle.
- A blinking red dot appears in the bottom right comer of each display when the parameters have been changed from the default setting.
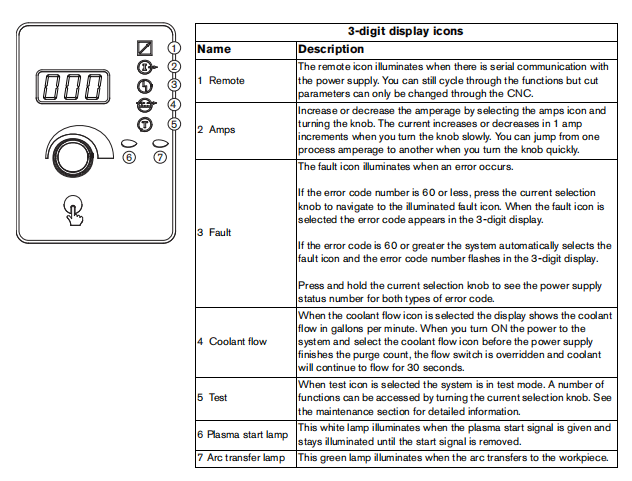
3-digit display functions
Turn the current selection knob to increase or decrease the amperage. Push and release the current selection knob to move from one function to next.
Choosing a cutting process
1. Use the current selection knob to set the amperage. Turning the knob slowly increases or decreases the current1 amp at a time. Turning the knob fast lets you jump quickly to the next process current(5OA,130A,and 200A).A blinking red dot appears in he bottom right corner of each dsply when the parameters have been changed from the default setting. You can return to the defaut setting by pressing and releasing the knob untilyou return tothe original selection.2.Push and release the plasma gas knob to cyce through the plasma gas selections. The pressure will automatically be set when you choose a gas. Tuming the knob increases or decreases the pressure. A blinking red dot appears in the bottom right corner of each display when the parameters have been changed from the default seting You can return to the default setting by pressing and releasing the knob until you return to the original gas selection.3.The shield gas pressure is set automatically when you choose a plasma gas Turning the knob increases or decreases the pressure. A blinking red dot appears in the bottom right corner of each display when the parameters have been changed from the default setting. You can return to the default setting by pressing and releasing the knob until you return to the original gas selection.
Note: The example shown below is the 50 amp,mild steel air/air process. See the cut chart for details.
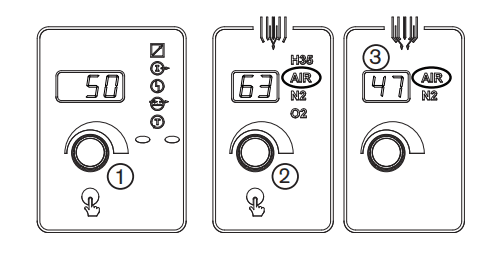

Handheld cutting
Specifications
| Materials | Mild steel,stainless steel,aluminum |
| Current | 50A,130A,200A |
| Plasma gas types | Air,O2,N2 |
| Shield gas types | Air,N2 |
| Torch weight(without lead) | See specification on page 31 |
Consumable selection and gas settings
Refer to cutting parameters for consumable and process information.
Starting a cut
1.Start cutting from the edge of the workpiece (see fgue below) unless you must pierce. For the best results the nozzle onice should overlap the edge of the workpiece about halfway, and the torch (arc) axis should be perpendicular to the cut surface.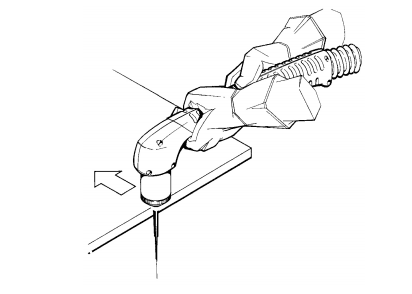
Note:When cutting. make sure thatthe sparks are coming out of the bottom of the workpiece.If they are spraying on top of the workpiece, you are moving the torch too fast, or you do not have sufficient power to fully penetrate the workpiece.2.Hold the torch lightly on the metal or just off the metal and drag the torch across the metal.The arc transfers once the torch is within 6 mm(1/4inch) of the workpiece.3. Pull the torch through the cut Pulling it is easier than pushing it.4. Hold the torch so the arc is vertical and watch the arc as it cuts along the line (see figure below). By lightly dragging the shield on the workpiece, you can maintain a steady cut. For straight-line cuts, use any straight edge as aguide.
Piercing
1. Start by holding the torch so that the shield is approximately 1.5 mm (1/16inch) away from the workpiece before squeezing the trigger switch. This method maximizes the life of the consumables. See figures below.2.Hold the torch at about a45 angle to the workpiece pointing away from youself, then slowly roll it to a vertical position. This is particularly important when cutting thicker material. Make sure that the torch is pointed away from you and the people around you to avoid any danger from sparks and hot metal. Starting the pierce at an angle permits the hot metal to escape to one side rather than splashing back against the shield, protecting the operator from the sparks and extending the life of the shield.
3.When the pierce is complete, proceed with the cut.
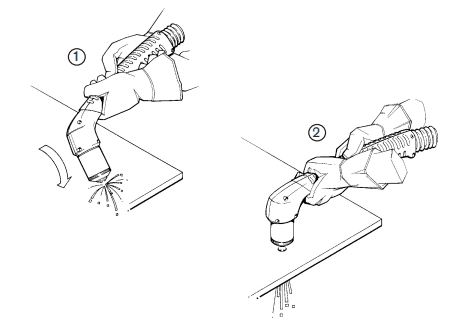
Gouging
Specifications
| Materials | Mild steel,stainless steel,aluminum |
| Current | 200amps |
| Plasma gas types | Air,O2 |
| Shield gas types | Air |
| Torch weight(without lead) | See specification section |
Gouging safety
When gouging, it is absolutely necessary to wear full protection:
- A welding helmet with at least a#12glass
- Welding gloves and a welding jacket
- A heat shield (127389) can be purchased for further protection.
Gouge a workpiece
Note: To choose the correct consumables see Hand held cutting and gouging consumable selection on page 85.1.Hold the torch so that the torch tip is within1.5mm(1/16 inch) from the workpiece before firing the torch.2.Hold the torch at a 45″angle to the workpiece witha small gap between tho torch tip and the workpiece. Press the trigger to obtain a pilot arc. Transfer the arc to the workpiece.3.Maintain an approximate 45″angle to the workpiece as you feed into the gouge. Push the plasma arc in the direction of the gouge you want to create. Keep a small distance between the torch tip and the melten metal to avoid reducing consumabie life or damaging the torch.Note: Changing the torch’s angle changes the dimensions of the gouge.
Gouging techniques
Straight gouging
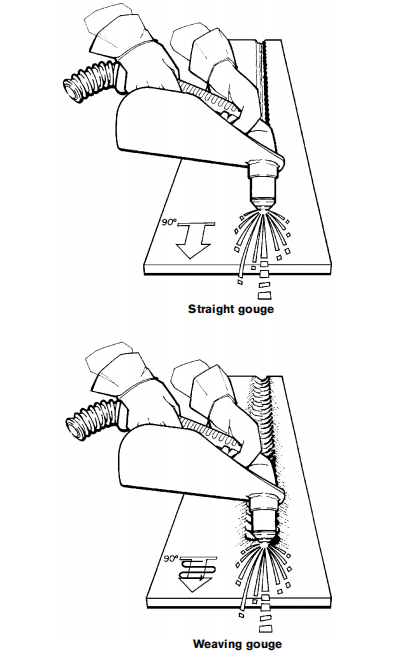
Side gouging
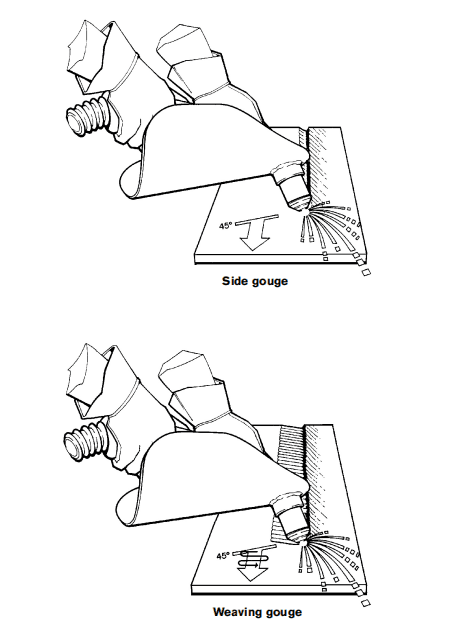
Gouge profiles and metal removal rates
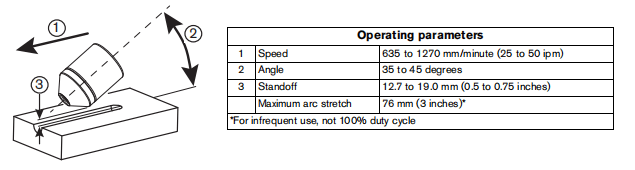
Typical gouging profile for 200A,air
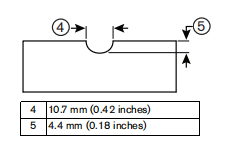
Typical gouging profile for 200A,O2
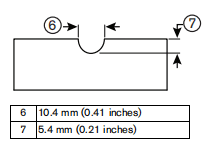
Varying gouge profile
You can vary the gouge profile and the metal removal rate by varying tho speed of the torch over the workpiece, varying the distance between the torch and the workpiece, varying the angle of the torch tothe workpiece, and varying the current output of the power supply.
The following actions have the stated effects on the gouge profile:
- Increasing the speed of the torch will decrease width and decrease depth
- Decreasing the speed of the torch will increase width and increase depth.
- Increasing the standoff of the torch wl increase width and decrease depth.
- Decreasing the standoff of the torch will decrease width and increase depth.
- Increasing the angle of the torch (more vertical) will decrease width and increase depth
- Decreasing the angle of the torch (less vertical) will increase width and decrease depth.
- Increasing the current of the power supply will increase width and increase depth.
- Decreasing the current of the power supply will decrease width and decrease depth
Cutting parameters
The cut charts for the MAXPRO200 show the consumable parts, cuting speeds, and the gas and torch settings required for each process, allowing for differences in the lead length. These parameters are used for cutting with both mechanized and handheld torches,the consumable partnumbers listed with oach cut chartare specific to mechaniod torches. Refer toHand held torch consumables below for the consumables to use with handheld torches.The cut chart values in this documentare recommended to provide high quality cuts with minimal dross. Because of differences between installations and material composition, adjustments may be required to obtain desired results.
Mechanized consumables
The consumable part numbers listed above each cut chart ane specific to mechanied torches.
Hand held torch consumables
The following sets of consumables are intended to be used with handheld torches for cutting mild steel, stainless steel and aluminum. Use the cutting parameters detailed in the Cut charts for cutting with the MAXPRO200 handheld torches. Use the following consumables for each process.
Hand held cutting and gouging consumable selection
The following sets of consumables are intended to be used with handheld torches for cutting mild steel, stainless steel, and aluminum You can use the cutting parameters detailed under Cut charts onpage 99 with the MAXPRO200 handheld torches as long as you uso the following consumables for each process.
Note: consumable part numbers listed above each cut char are specific to mechanized torches.
Mild steel

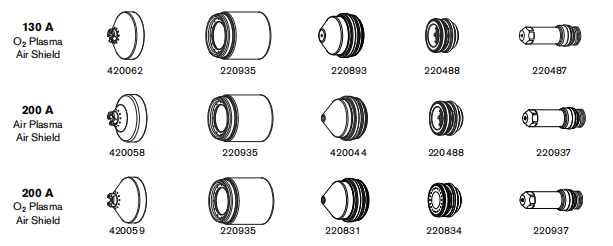
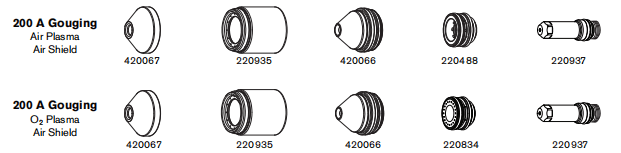
Stainless steel
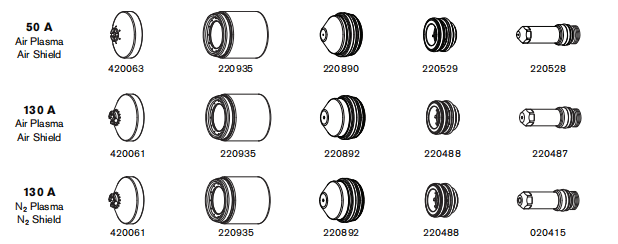
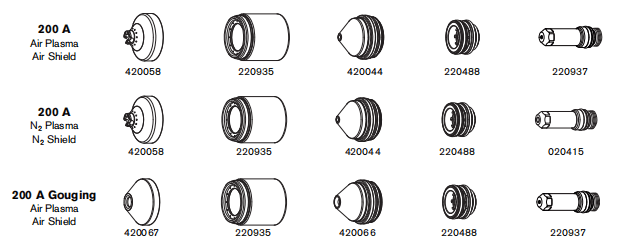
Aluminum

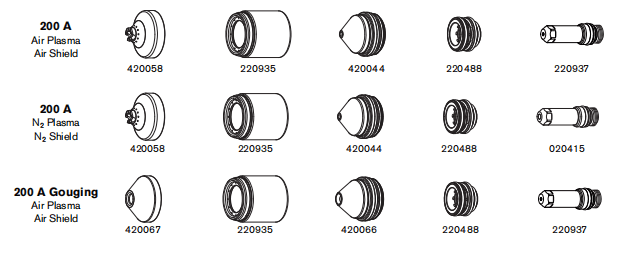
Install and inspect consumables
Install consumables
Check the consumable parts daily for wear before cutting. See Inspect consumables on page 89. Before removing consumables, bring the torch to the edge of the cutting table, with the torch lifter raised toits highest point to prevent the consumables from dropping into the water of the water table.Do not overtighten parts! Only tighten until mating parts are seated.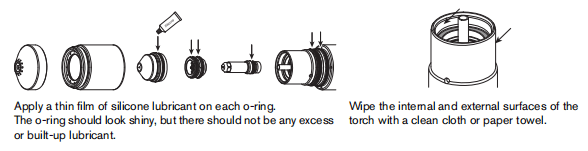
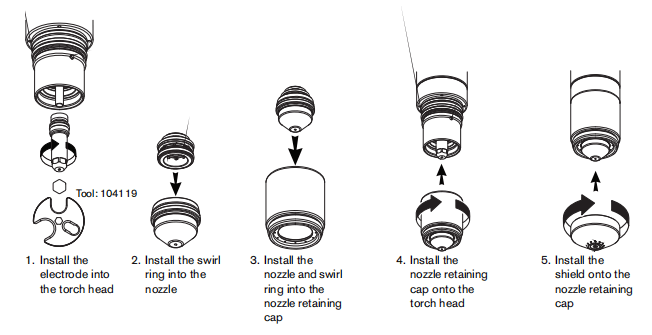
Inspect consumables
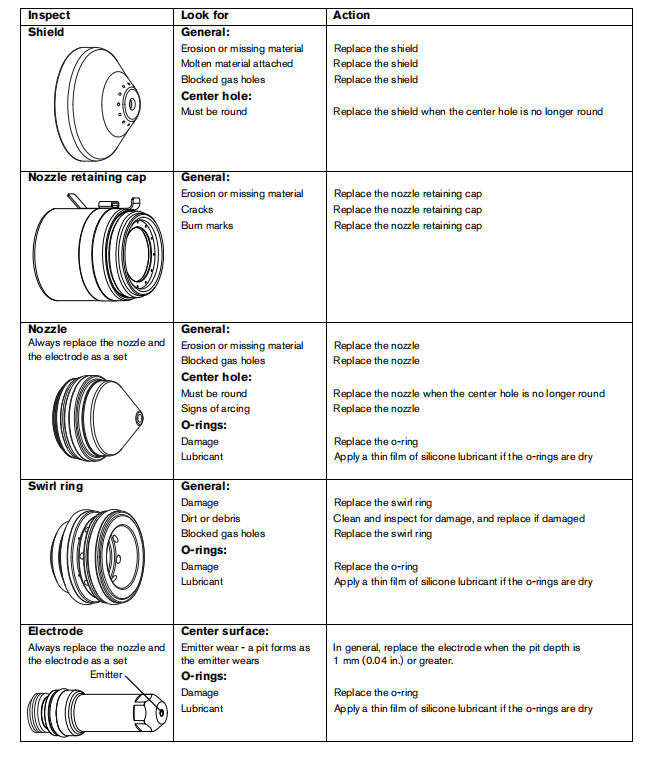
Torch maintenance
Poor cut quality and premature failure may occur if the torch is not maintained properly.The torch is manufactured to very tight tolerances to maximize cut quality. The torch should not be subjected to hard impacts that can cause critical features to become misaligned.The torch should be stored in a clean location when not in use, to avoid contamination of critical surfaces and passages.
Routine maintenance
The following steps should be completed each time consumables are changed:
1. Use a clean cloth to wipe off the torch inside and outside. A cotton swab can be usedto access hard-to-reach internal sufaces.2. Use compressed air to blow away any remaining dirt and debris from internal andexternal surfaces.3.Apply a thin film of silicone lubricant on each external o-ing The orings should lookshiny, but there should not be any excess or buit-up lubricant.4.If consumables will be reused, use a clean cloth to wipe them off, and use compressedair to blow them off before they are installed again. This is especially critical for the nozzle retaining cap.