Panel Benders

How Are Panel Benders Different From Press Brakes?
While the press brake has been the go-to bending machine for many years, depending on the part, the panel bender can have several advantages over the traditional press brake.
Machine Set Up
The most apparent difference between a press brake and a panel bender is the physical way the sheet metal is bent. For a traditional hydraulic press brake, clamps secure the hangers used to hold the upper punch and the lower riser, which holds the V-die. The punch comes down on the sheet metal to form the bend into the V-die with the assistance of an operator at a foot pedal. V-dies, the most common type of die, will have different sized openings based on sheet thickness and required bend radii and angles. There are many other specialty dies that might be needed depending on the job. Similarly, the punch may need to be varied from a standard punch, such as a gooseneck for making u-profiles or a narrow punch for when space is limited when making a final bend.
However, investing in various tooling can be expensive and cost-prohibitive to a project. In addition to this, press brake tooling must be replaced over time as the tools wear, and it can also be labor-intensive and time consuming to change out tooling for various parts.
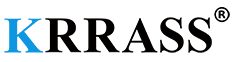
A panel bender operates differently and tends to be automated. With a panel bender, the sheet is held steady by the counter blade and blank holder. The machine has upper and lower universal bending blades that generate lateral bending force to fold the sheet metal. Because the counter blade, blank holder, and bending blades are universal, they can adapt to material size and thickness, so there is no need to change out tooling and minimal production downtime in between jobs.

Production Efficiencies
In addition to the tooling advantage, the panel bender has an advantage over a traditional press brake in terms of speed, repeatability, and consistency.
Both can take advantage of CNC (computer numerical control) functionality, but a press brake requires manual manipulation of the sheet metal from bend to bend. Large sheets can be troublesome for operators to manipulate or require several people to complete the bend. Fatigue of the operator can also impact quality and efficiency.
Conversely, a panel bender uses a part manipulator to move the metal around. Once the sheet is inserted against the locating device, the entire piece is formed without the operator having to touch it until it is completed. Intelligent sensors measure the thickness, size of the material, and environmental temperature and adapt the panel bender tooling to those changes, eliminating waste, mistakes, and inefficiencies.
A panel bender can bend a part two to three times faster than a press brake and with much higher consistency. For example, the KRRASS P4 Panel Bender can complete, on average, 17 bends per minute. The automation of this machine also allows it to be run lights out when tight deadlines are required.
Quality
One issue that arises with press brakes that is eliminated with panel benders is back bending. Back bending results from the material lagging behind the press while the form is taking place, which generally results in a whipping motion as the material tries to catch up with the press. Back bending is more common in very large panels where the operator cannot keep up with the press’s speed as the material is manually raised during the actual forming process. The result is a slight reverse kink or bend at the die edge. Another instance where back bending can occur is when the material hits the back of the form tooling before the bend is complete. With the panel bender, the material mass lies flat on the table and does not have to follow the press action during the bending operation, thereby eliminating the risk of back bending.
In addition, the panel bender has unparalleled accuracy and repeatability numbers. The panel bender’s integrated advanced sensors measure the blank, including material thickness, for precise placement and bending. The sensors also detect any deformations caused by variations in temperature. The collected data is used to instantly calculate the correct force required to bend the sheet metal. From the inside bend line to the inside bend line, the accuracy is +/- .008″ on the overall panel dimension. The repeatability of the panel bender is +/- .004″.
What is a good part for a panel bender?
Not surprisingly, a good part for a panel bender is…a panel! There are many projects with panels that are excellent candidates for using a panel bender, including:
- Cabinet components
- Enclosures
- Appliance components
- Lighting fixtures
- And more
The size of the panel will depend on the limitations of the specific panel bender being used. To provide a reference, the ideal part dimensions for the krrass Panel Benders used by Estes are:
- Up to 11 gauge steel, 14 gauge stainless steel, .150″ aluminum
- Up to 85.8″ bend length
- Up to 62.9″ blank width
- Up to 98.4″ blank diagonal
- Up to 6.5″ bend height

In Conclusion
Even though a panel bender offers ease of setup, greater operating efficiencies, and high-quality output, there are a number of parts that fall outside the criteria and are better suited for fabrication using a press brake.
When it comes to high-quality metal fabrication, both the panel bender and press brake have a place. The decision as to which to use will depend on the type and size of the project.